| |
Трубогиб для гибки профильной трубы МГ-0080-П-М
Станок для гибки профильной трубы МГ-0080-П-М предназначен для гибки стальной круглой, прямоугольной и квадратной профильной трубы, полосы, швеллера из стали обыкновенного качества ГОСТ 380-94.
Оборудование для гибки профиля этой марки предназначено для эксплуатации в условиях умеренного климата, категория размещения 3 по ГОСТ15150-69.
Благодаря оптимальному соотношению критериев надежности и цены трубогиба для гибки профильной трубы МГ-0080-П-М спектр его применения весьма широк. Он может использоваться как в машиностроении, для изготовления деталей машин, так и при производстве товаров народного потребления. Легкость настройки позволяет варьировать диаметр изгиба от 500 до 1200 мм. Этого вполне достаточно для большинства задач.
Скорость вращения роликов станка для гибки профильной трубы МГ-0080-П-М составляет 6 оборотов в минуту. Такие параметры позволяют с одной стороны, выдерживать высокую производительность, а с другой безопасно работать на станке.
Монтаж и транспортировка станка возможна без применения крупного подъемно транспортного оборудования. Тем не менее, на этот случай в верхней части станка предусмотрены технологические проушины.
Вес оборудования в сборе составляет всего 250 кг. Таким образом, транспортировку станка можно осуществлять с помощью обычной гидравлической тележки или кран-балки.
Электрическая часть трубогиба для гибки профильной трубы МГ-0080-П-М выполнена в соответствии с требованиями к электрической безопасности для данного типа оборудования. Основная панель управления вынесена в отдельный блок и установлена на переносной штанге.
|
|
Электрические провода ведущие от блока управления, защищены гибким металлическим рукавом. Это сводит к минимуму вероятность поражения персонала электрическим током. Основная электрическая панель размещена в отдельном боксе, размещенном на боковой стороне станка. Такое конструктивное решение повышает удобство обслуживания для персонала, а также не препятствует выполнению на станке основных рабочих функций.
Характеристики станка-трубогиба для гибки профильной трубы МГ-0080-П-М:
| Наименование параметра, размерность |
Величина параметра |
| Мощность двигателя, кВт |
1,5 |
| Диаметр валов, мм |
46 |
| Диаметр роликов, мм |
155 |
| Габариты профилегиба (Д*Ш*В), мм |
950*700*1400 |
| Масса (не более), кг |
210 |
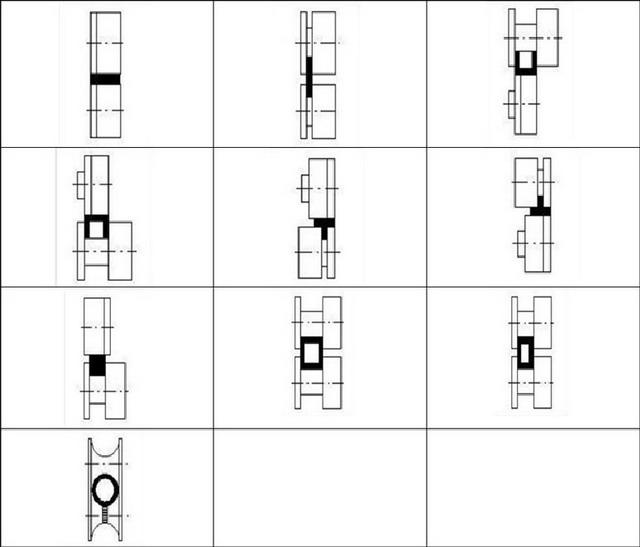
Виды профиля, обрабатываемого на профильном трубогибе для гибки профильной трубы МГ-0080-П-М.
| Вид профиля |
Максимальное сечение профиля, мм |
Минимальный диаметр, мм |
Комплектация |
 |
40 x 10 |
1200 |
+ |
 |
30 x 30 |
800 |
+ |
 |
50 x 30 x 7 |
500 |
+ |
 |
50 x 30 x 7 |
500 |
+ |
 |
50 x 50 x 5 |
650 |
+ |
 |
50 x 50 x 5 |
650 |
+ |
 |
40 x 40 x 3 |
800 |
0 |
 |
60 x 30 x 2 |
1200 |
0 |
 |
25 x 2 |
600 |
0 |
 |
45 x 45 x 4 |
800 |
0 |
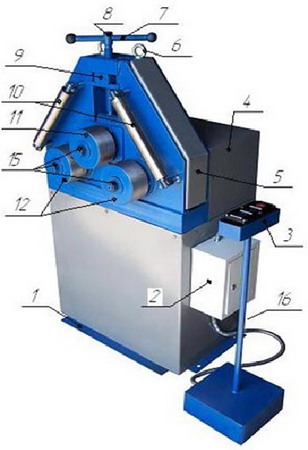
Устройство профилегибочного станка МГ-0080-П-М:
Трубогиб для гибки профильной трубы МГ-0080-П-М состоит из следующих основных частей:
| 1. Рама |
9. Гайка. |
| 2. Электрический шкаф. |
10. Направляющие валы. |
| 3. Пульт управления. |
11. Прижимной ролик. |
| 4. Защитный кожух. |
12. Опорные ролики. |
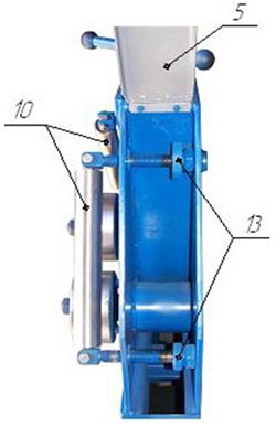
| 5. Кожух регулирующих гаек направляющих валов. |
13. Регулирующие гайки. |
| 6. Рым-болты. |
14. Заготовка. |
| 7. Рукоятка прижимного ролика. |
15. Гайка крепления роликов |
| 8. Винт. |
16. Болт заземления |
Подключение профилегибочного станка МГ-0080-П-М:
Оборудование поставляется полностью готовым к работе. Профильный трубогиб для гибки профильной трубы должен быть жёстко установлен и закреплён через специальные отверстия в раме четырьмя анкерными болтами (болты в комплект не входят).
- Перед началом работы убедиться, что станок заземлён.
- Проверить внешним осмотром целостность механических и электрических соединений.
Первоначальный пуск:
Очистить ролики от консервирующей смазки (сухой тканью-ветошью).
Убедиться в соответствии напряжения питающей сети параметрам профилегиба.
После чего приступить к обкатке профилегиба на холостом ходу в течение 30 мин
В случае возникновения отклонений от нормального режима работы немедленно остановить станок и устранить неисправность.
Обрабатываемый материал:
- заготовка должна быть очищена от масла и сухой;
- твёрдость материала должна быть одинаковой по всей длине заготовки;
- сгибаемые части заготовки должны быть гладкими.
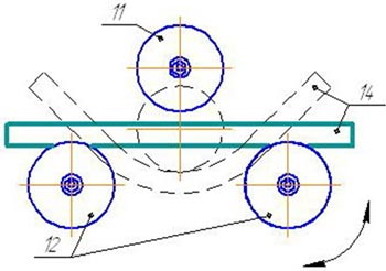
Принцип работы профилегибочного станка МГ-0080-П-М:
После выполнения требований вышеперечисленных пунктов необходимо настроить ролики для обработки изгибаемой детали – смотрите схему настройки роликов.
- Открутить ключом гайки 15 крепления прижимного ролика 11 и опорных роликов 12.
- Установить ролики на валы со шпонкой и закрепить с помощью гаек.
- Далее с помощью рукоятки 7 поднять прижимной ролик 11 в верхнее положение.
- Изгибаемую деталь расположить между опорными 12 и прижимным 11 роликами.
- С помощью вращения рукоятки прижимного ролика 7 плавно опускать прижимной ролик 11 (1/2 оборота) на величину, необходимую для формирования требуемого радиуса изгиба.
- Изгиб на предельном радиусе за одну операцию невозможен, по этому требуется повторение операции сгиба, прежде чем вы достигните определённого радиуса.
Рекомендуется, чтобы оператор имел базовое представление о процессе сгиба и разбирался в материалах.
В случае необходимости возможен выезд специалиста, но в этом случае необходимо оплатить проезд и работу специалиста.
Настройка роликов трубогиба для гибки профильной трубы МГ-0080-П-М
:
Предполагается, что заготовка будет «колебаться» в роликах, для предотвращения этого настройте направляющие валы 10 при помощи регулирующих гаек 13. Изгиб заготовки осуществляется вращением электромеханического привода (связанного с опорными роликами через шестерни), при помощи нажатия реверсивных кнопок на пульте управления 3. Смена возвратно-поступательного движения роликов осуществляется через кнопку СТОП. Для извлечения заготовки 14 возвращаем прижимной ролик 11 в верхнее положение с помощью вращения рукоятки 7, и извлекаем заготовку.