|
Технические особенности токарно-винторезного станка 1К62.
Высокая мощность главного привода, большая жесткость и прочность всех звеньев кинематических цепей главного движения и подач позволяют выполнять высокопроизводительное резание твердосплавным инструментом.
На токарные станки 1К62 могут устанавливать подвижный люнет, диаметр установки которого 20-80 мм, и неподвижный люнет, его диаметр установки 20-130 мм.
Зубчатые колеса, служащие для передачи движения от передней бабки к коробке передач, являются сменными.
Продольное перемещение каретки может быть ограничено специальным упором, устанавливаемым на передней полке станины. Таким образом, при установленном упоре, скорость движения суппорта не может превышать 250 мм/минуту.
Максимальный диаметр заготовки при установке над станиной – 400 мм. Максимальный диаметр прутка, который могут обработать станки этой модели – 45 мм. Предусмотрено 23 скорости вращения шпинделя (минимальная – 12,5 оборотов/минуту, максимальная – 2000 оборотов/минуту).
Токарно-винторезный станок 1К62 отличается надежностью, прочностью, устойчивостью к вибрации, оснащен главным приводом высокой мощности, что позволяет в равной степени использовать станок, как для скоростного, так и для силового резания.
В конструкции для установки шпинделя предусмотрены специальные подшипники, благодаря чему обеспечиваются требуемая жесткость и высокая точность обработки заготовок. Аудит финансовый, - налоговый, правовой. - due diligence Финансово-юридические экспертизы. Правовые заключения. Точность обработки будет обеспечена даже в режиме ударных нагрузок.
На этом оборудовании может использоваться трехкулачковый патрон диаметром 250 мм или четырех-кулачковый патрон, диаметр которого 400 мм.
Токарный станок 1К62 - технические характеристики:
| Наименование параметра | Величина | |
| Класс точности | Н | |
| Наибольший диаметр обрабатываемой заготовки над станиной | мм | 400 |
| Наибольший диаметр обрабатываемой заготовки над суппортом | мм | 220 |
| Наибольшая длина обрабатываемой заготовки | мм | 1000 |
| Размер внутреннего конуса в шпинделе | М | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К, 6М* | |
| Диаметр сквозного отверстия в шпинделе | мм | 55, 62* |
| Наибольшая масса устанавливаемой заготовки | ||
| - закрепленного в патроне | кг | 300 |
| - закрепленного в центрах | кг | 1300 |
| Число ступеней частот вращения шпинделя | ||
| - прямого | 23 | |
| - обратного | 12 | |
| Пределы частот вращения шпинделя | ||
| - прямого | 1 минуту | 12,5-2000 |
| - обратного | 1 минуту | 19-2420 |
| Число ступеней рабочих подач | ||
| - продольных | 42, 56* | |
| - поперечных | 42, 56* | |
| Пределы рабочих подач | ||
| - продольных | мм/оборот | 0,07-4,16 |
| - поперечных | мм/оборот | 0,035-2,08 |
| Количество нарезаемой резьбы | ||
| - метрической | единиц | 45, 53* |
| - дюймовой | единиц | 28, 57* |
| - модульной | единиц | 38 |
| - питчевой | единиц | 37 |
| - архимедовой спирали | единиц | 5 |
| Пределы шагов нарезаемой резьбы | ||
| - дюймовой | ниток/дюйм | 24-1,625 |
| - метрической | мм | 0,5-192 |
| - модульной | модуль | 0,5-48 |
| - питчевой | питчей | 96-1 |
| - архимедовой спирали | дюйм | 3/8”, 7/16” |
| - архимедовой спирали | мм | 8, 10, 12 |
| Наибольший крутящий момент | кНм | 2 |
| Наибольшее перемещение пиноли | мм | 200 |
| Поперечное смещение корпуса | мм | ±15 |
| Наибольшее сечение резца | мм | 25 |
| Габаритные размеры станка | Д x Ш x В | 2812 x 1166 x 1324 |
| Масса токарного станка 1К62 | кг | 2140 |
| Мощность электродвигателя привода главного движения | кВт | 10 |
| Мощность электрического двигателя привода быстрых перемещений суппорта | кВт | 0,75 или 1,1 |
| Мощность насоса охлаждения | кВт | 0,12 |
Видео токарно-винторезного станка 1К62.
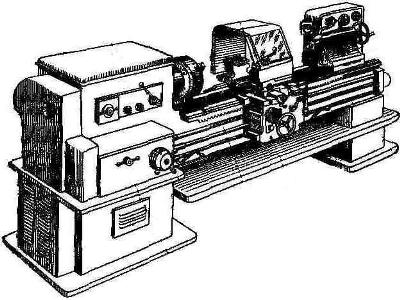
Основные узлы токарно-винторезного станка 1К62 - схема.
|
|

Станина 1, установленная на передней 2 и задней 3 тумбах, несет на себе все основные узлы станка. Слева на станине размещена передняя бабка 4. В ней имеется коробка скоростей со шпинделем, на переднем конце которого закреплен патрон 5. Справа установлена задняя бабка 6. Ее можно перемещать вдоль направляющих станины и закреплять в зависимости от длины детали на требуемом расстоянии от передней бабки. Режущий инструмент (резцы) закрепляют в разцедержателе суппорта 7.
Продольная и поперечная подачи суппорта токарного станка 1К62 осуществляются с помощью механизмов, расположенных в фартуке 8 и получающих вращение от ходового вала 9 или ходового винта 10. Первый используют при точении, второй — при нарезании резьбы. Величину подачи суппорта устанавливают настройкой коробки подач 11. В нижней части станины имеется корыто 12, куда собирается стружка и стекает охлаждающая жидкость.