На главную
§ 36. СОДЕРЖАНИЕ И ФОРМА ОПЕРАЦИОННОЙ КАРТЫ
Понятие об операционной карте
Чтобы установленный технологический процесс механической обработки был осуществлен на рабочем месте, на каждую операцию составляют операционную карту. Операционная карта должна содержать следующие данные:
1) название и эскиз детали, номер чертежа, наименование и тип изделия;
2) материал заготовки, количество деталей на изделие;
3) размер заготовки;
4) цех, номер станка, номер операции;
5) последовательность установок и переходов, которые нужно произвести, чтобы выполнить данную операцию;
6) необходимые режущие инструменты и приспособления, при помощи которых эти переходы должны быть выполнены, а также контрольные и измерительные инструменты;
7) скорость резания, число оборотов фрезы в минуту, подачу на один зуб, глубину резания, т. е. режимы резания;
8) норму времени и разряд работы.
Наличие операционной карты на рабочем месте является в настоящее время непреложным законом производства, так как это позволяет рабочему правильно использовать станок и режущий инструмент, избежать брака, а главное — увеличить производительность труда.
Рабочий, получив задание по фрезерованию, одновременно с операционной картой получает рабочий наряд.
До начала работы рабочий должен ознакомиться с этими документами и ясно представить себе весь ход обработки по данной операции.
Форма операционной карты
На стр. 204—205 дана заполненная операционная карта на первую операцию фрезерования контурного шаблона (см. рис. 161) при обработке в две операции согласно схеме рис. 171.
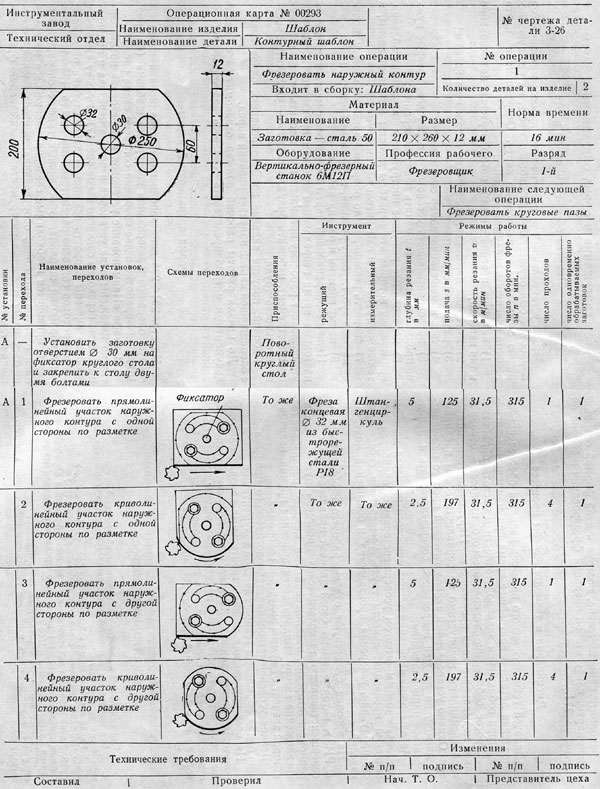
В графе «Наименование установок и переходов» последовательно изложены одна установка и четыре перехода и приведены эскизы переходов согласно схеме рис. 171. В графу «Режимы работы» внесены скорость резания, подача, глубина резания и число проходов согласно рассмотренному примеру обработки шаблона. В остальных графах операционной карты приводятся необходимые сведения, касающиеся материала и размера заготовки, оборудования, приспособлений, режущего и измерительного инструмента, квалификации фрезеровщика и т. д.
Заполните самостоятельно, пользуясь этой формой операционной карты, карту второй операции фрезерования шаблона по схеме рис. 171.
Дисциплина в технологическом процессе
Задачей технологического процесса является обеспечение изготовления детали в кратчайшее время при наименьших затратах и при соблюдении заданной точности и чистоты обработки.
Строгое соблюдение технологического процесса — основной закон нормального хода производства. Нарушение технологической дисциплины недопустимо на социалистическом предприятии. Однако установленный технологический процесс не является догмой, он должен непрестанно совершенствоваться и подвергаться рационализации.
Методы рационализации технологического процесса должны явиться основным рычагом усовершенствования обработки, повышения производительности труда, удешевления себестоимости продукции, ускорения производства и повышения качества изделий.
На заводах существуют отделы рабочего изобретательства (БРИЗ), которые имеют своей задачей привлекать рабочих к совершенствованию технологических процессов путем подачи рационализаторских предложений. За каждое реализованное предложение автору выплачивается денежная премия, величина которой зависит от суммы полученной экономии.
Всякое усовершенствование технологического процесса должно быть оформлено в технологической документации.
На всех крупнейших машиностроительных заводах рабочие-новаторы организованно в содружестве с цеховыми технологами и инженерно-техническими работниками пересматривают действующие операции, вводя в них ряд усовершенствований, которые вносятся в новый технологический процесс.
1. Что включается в понятие «технологический процесс»?
2. Что включается в понятие «операция», «установка», «позиция», «переход», «проход», «прием»?
3. Какая документация необходима при фрезерной обработке?
4. Что такое единичное, серийное и массовое производство?
5. Какие варианты технологического процесса фрезерной обработки контурного шаблона по рис. 161 вы можете предложить, исходя из заданной партии 1 штука, 100 штук и 1000 штук?
6. В чем заключается технологическая дисциплина?
7. Как надо оформлять изменение технологического процесса обработки детали?