На главную
§ 57. ФРЕЗЕРОВАНИЕ НА ТОРЦЕ
Фрезерование зубьев на торце фрезы
На рис. 248 дана схема установки рабочей фрезы и заготовки для фрезерования торцовых зубьев на фрезе. Торцовые зубья фрезы должны иметь фаску одинаковой ширины по всей длине зуба, для чего линия аb должна быть горизонтальна. Для осуществления этого необходимо ось нарезаемой фрезы располагать под определенным углом α к горизонтальной плоскости стола фрезерного стайка (рис. 248).
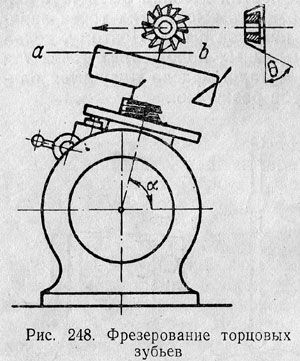
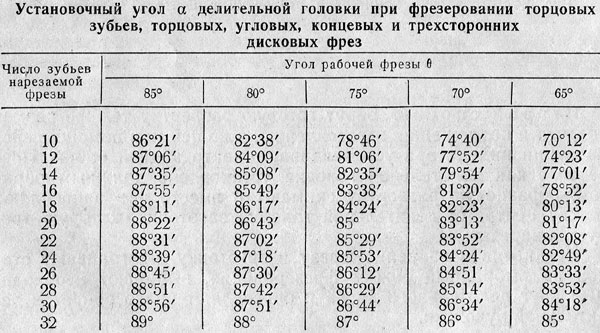
В табл. 19 приведены значения угла α для наиболее часто встречающихся случае в практике.
Установка, закрепление и выверка заготовки и фрезы, методы деления, режимы резания при фрезеровании зубьев на торце фрезы не отличаются от рассмотренных в предыдущих примерах, поэтому здесь они не описываются.
Таблица 19
Единственное отличие, на что необходимо обратить особое внимание, это точность установки для совпадения канавок зубьев на цилиндрической или конической поверхности с канавками торцовых зубьев.
Поэтому после закрепления рабочей фрезы с оправкой в шпинделе фрезерного станка и установки делительной головки по требуемому углу наклона, после установки фрезы по центру делительной головки и закрепления заготовки в делительной головке необходимо установить шпиндель делительной головки с закрепленной заготовкой так, чтобы первый проход фрезы или, вернее, первая прорезаемая фрезой канавка точно совпала с канавкой зуба на цилиндрической или конической поверхности нарезаемой фрезы.
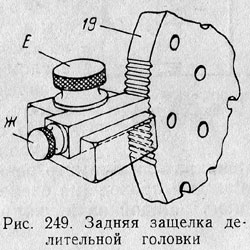
Для поворота шпинделя делительной головки на малый угол на делительных головках УДГ-135 и УДГ-160 имеется задняя защелка (см. рис. 232, защелка Ж).
На рис. 249 показана задняя защелка делительной головки, причем обозначения соответствуют рис. 232. Цилиндрическая поверхность делительного диска 19 имеет в одном месте против защелки Ж несколько зубчиков. Подобные же зубчики имеются и на конце выдвижного стержня защелки Ж. Освободив стопор Е, можно отодвинуть защелку от диска, повернуть диск немного в том или другом направлении на один, два или большее количество зубчиков, включить защелку и снова закрепить ее стопором Е.
На делительных головках других типов устройство для малого перемещения состоит из двух винтов, находящихся на рукоятке делительной головки. Регулируя винты, можно рукоятку делительной головки, а вместе с ней червяк, червячное колесо и шпиндель делительной головки немного повертывать в том или другом направлении.
Когда совмещение канавок на торце и на поверхности фрезы достигнуто, поворот делительной головки надо производить от первой нарезанной канавки. Следовательно, установка раздвижного сектора делительной головки должна быть произведена только после того, как осуществлено совпадение первой канавки на торце с канавкой на цилиндрической или конической поверхности.
Фрезерование зубчатых муфт с прямыми зубьями
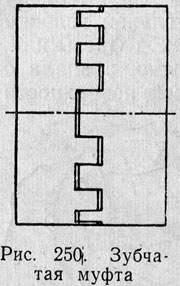
На рис. 250 показана зубчатая муфта с прямыми зубьями, часто применяемая в машиностроении. Такие муфты называют иногда кулачковыми.
Порядок фрезерования зубчатых муфт различен для муфт с нечетным и четным числом зубьев, но независимо от числа зубьев фрезеруемой муфты дисковая фреза должна быть установлена так, чтобы торцовая плоскость ее проходила через центр делительного приспособления или делительной головки (рис. 251, а); установка концевой фрезы показана на рис. 251, б.
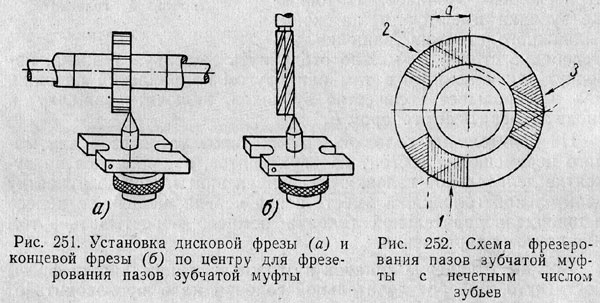
Фрезерование муфты с нечетным числом зубьев. На рис. 252 дана схема фрезерования муфты, с нечетным числом зубьев (например, три), в которой направление продольной подачи показано стрелками.
Из схемы видно, что впадины фрезеруют дисковой или концевой фрезой, у которых ширина или диаметр равны наименьшей ширине а впадины. За каждый проход (на схеме — 1, 2 и 3) обрабатывается одна сторона каждой из двух противоположных впадин. Число проходов фрезы и соответственно поворотов муфты равно числу зубьев (или впадин). Таким образом, трехзубую муфту фрезеруют за три прохода, пятизубую муфту — за пять проходов и т. д.
Фрезерование муфты с четным числом зубьев. На рис. 253 дана схема фрезерования муфты с четным числом зубьев (например, четыре), в которой направление подачи показано стрелками.

При фрезеровании муфт с четным числом зубьев сквозной проход фрезы невозможен и впадины фрезеруют с одной стороны дисковой или концевой фрезой, имеющей ширину или соответственно диаметр, равный наименьшей ширине впадины а.
Из схемы рис. 253 видно, что в данном случае за каждый проход фрезы (на схеме — 1, 2, 3, 4, 5, 6, 7, 8) обрабатывается только одна сторона каждой впадины зуба. Число проходов фрезы и соответственно поворотов муфты вдвое больше числа зубьев. При этом обработка муфты производится с двух установок, осуществляемых поперечным перемещением стола. При одной установке фреза работает правой стороной (проходы 1, 2, 3 и 4), а при другой — левой стороной (проходы 5, 6, 7 и 8).
Фрезерование зубчатых муфт с трапециевидными и острыми зубьями
На рис. 254 показаны зубчатые муфты трех видов с трапециевидными (а), с острыми равносторонними (б) и острыми пилообразными (в) зубьями.
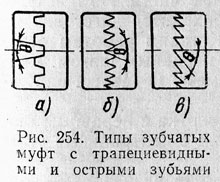
Кулачковые муфты с прямыми зубьями неудобно включать. Поэтому предпочитают несколько скосить кромки зубьев под углом Θ = 2 - 8° (лучше 5°), причем муфты делают с нечетным числом зубьев (обычно 5 — 11). Такие трапециевидные муфты фрезеруют специальными фрезами с трапециевидным профилем. Установка фрезы и схема фрезерования впадин кулачковых муфт с трапециевидными зубьями аналогичны фрезерованию прямозубых муфт.
Если при фрезеровании муфт с острыми равносторонними и пилообразными зубьями ось шпинделя делительной головки расположить вертикально, то зубья двух половинок муфты будут соприкасаться друг с другом лишь по части их поверхности, главным образом у наружной окружности муфты, и иметь зазоры на стороне, расположенной ближе к ее центру.
Во избежание этого шпиндель делительной головки с закрепленной на нем заготовкой устанавливают наклонно.
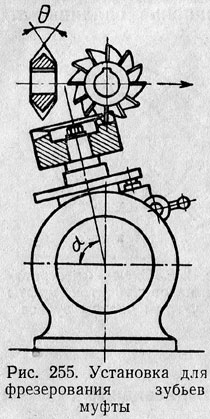
Угол наклона шпинделя делительной головки (рис. 255) при фрезеровании острых равносторонних зубьев

Угол наклона шпинделя делительной головки при фрезеровании пилообразных зубьев

где α — угол наклона шпинделя делительной головки;
z — число зубьев муфты;
Θ — угол рабочей фрезы.
Значения углов наклона шпинделя Длительной головки см. в Справочнике фрезеровщика А. Н. Оглоблина (Машгиз, 1962, стр. 363).