На главную
Глава XX
ФРЕЗЕРОВАНИЕ ВИНТОВЫХ КАНАВОК
§ 59. ОБЩИЕ СВЕДЕНИЯ О ВИНТОВОЙ ЛИНИИ
Элементы винтовой линии
Основным элементом винтовой линии является ее шаг, обозначаемый через S.
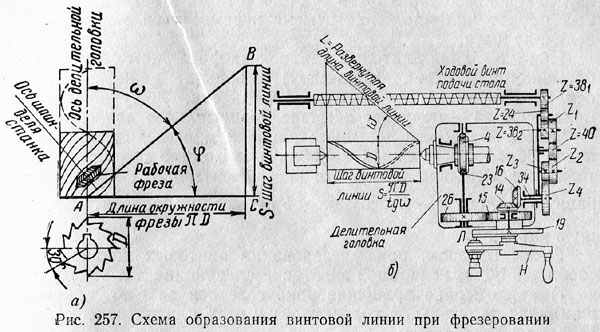
Представим себе (рис. 257, а) цилиндрическую фрезу с винтовыми (спиральными) зубьями, которую можно рассматривать как многозаходный винт с шагом S.
Во фрезерном деле винтовую канавку большого шага, образованную на фрезах, сверлах, зенкерах, развертках и других режущих инструментах, называют не совсем правильно спиралью; в настоящей книге всюду под спиралью подразумевается винтовая канавка большого шага на поверхности цилиндра.
Возьмем полоску бумаги в форме треугольника, у которого один катет ВС равен шагу винтовой линии фрезы, а другой АС — длине окружности фрезы с диаметром D. Навернем бумажный треугольник на фрезу. Катет АС обернется по нижнему основанию цилиндра фрезы, а гипотенуза АВ навьется на цилиндр фрезы по винтовой линии зуба (показано на цилиндре пунктиром). Так как фреза (рис. 257, а) имеет 12 зубьев, то ее можно рассматривать как 12-заходный винт, каждая нитка которого образует самостоятельную винтовую линию, сдвинутую на 360° : 12 = 30° от соседней нитки.
Винтовая линия составляет с осью цилиндра угол ω, который называют углом наклона винтовой линии.
Дополнительный угол (90°— ω) называют углом подъема винтовой линии и обозначают ψ.
Между катетами и углом ω в прямоугольном треугольнике АВС (рис. 257, а) (существует тригонометрическая зависимость:
или

откуда

Угол наклона винтовой канавки у основания зубьев меньше, чем на вершине, т. е. на диаметре D. Однако для деталей обычной точности этим пренебрегают, и расчет угла ведут по наружному диаметру.
Образование винтовых канавок
Чтобы на цилиндрической поверхности получить винтовую канавку (спираль) нужного шага, надо сообщить цилиндру равномерное вращение и одновременно либо ему, либо режущему инструменту равномерное перемещение вдоль оси цилиндра. Эти два движения должны быть так рассчитаны, чтобы за один полный оборот цилиндра инструмент переместился вдоль оси на величину шага.
При нарезании винтовых канавок на фрезерном станке обрабатываемой заготовке (цилиндру) сообщают вращение вокруг оси и прямолинейное движение вдоль оси. Режущий инструмент — фреза—получает обычное вращательное движение.
Чтобы образовать винтовые канавки многозаходной резьбы, после обработки каждой канавки необходимо повернуть заготовку относительно режущего инструмента на долю оборота, равную 1/z, где z — число заходов резьбы, и обработать следующую канавку.
Таким образом, при фрезеровании винтовых канавок надо сообщить обрабатываемой заготовке следующие движения:
1) равномерное вращение вокруг ее оси за счет вращения шпинделя делительной головки, в центрах или патроне которой закреплена заготовка;
2) равномерное перемещение вдоль оси за счет продольной подачи стола станка, на котором установлена делительная головка с закрепленной заготовкой;
3) поворот после каждого прохода на долю оборота, равную 1/z, при помощи делительного диска.
Чтобы шпиндель делительной головки получил равномерное вращение, его соединяют через набор сменных зубчатых колес с винтом продольной подачи стола. На рис. 257, б схематически показана связь шпинделя делительной головки с винтом продольной подачи стола. Для удобства отдельные детали делительной головки обозначены так же, как на рис. 232.
Благодаря этой связи фрезеруемая заготовка получает необходимые движения; она вращается вокруг своей оси и одновременно получает продольное перемещение вдоль оси, так что профрезерованная канавка получается винтовой.
Методы фреверования винтовых канавок
Винтовые канавки можно фрезеровать концевой фрезой на верТикально-фрезерном станке и дисковой фрезой на горизонтально-фрезерном станке.
На рис. 258, а показана концевая фреза, обрабатывающая правую прямоугольную винтовую канавку на цилиндре, а на рис. 258, б — дисковая двухугловая фреза, обрабатывающая левую угловую винтовую канавку на цилиндре. Каждый из этих способов фрезерования позволяет обработать как правую, так и левую винтовые канавки, но для этого надо соответственно выполнить настройку гитары делительной головки.
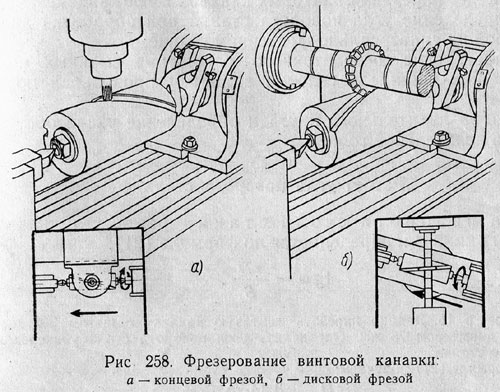
Из рис. 258, б видно, что дисковая фреза, вращаясь, как бы катится по фрезеруемой канавке. Чтобы фреза могла катиться в канавке, а не идти в ней боком, необходимо ось цилиндра повернуть на соответствующий угол к оси шпинделя станка, в котором установлена оправка с фрезой. Фрезеруемая канавка на цилиндре только тогда получает профиль обрабатывающей ее фрезы, когда наклон фрезеруемой канавки и плоскость вращения фрезы совпадают.
При фрезеровании винтовой канавки дисковой фрезой (рис. 258, б) стол станка должен быть повернут так, чтобы плоскость вращения фрезы совпала с наклоном канавки. Так как возможность поворота стола имеют только универсально-фрезерные станки, то винтовые канавки дисковой фрезой можно фрезеровать только на этих станках.
При фрезеровании винтовой канавки концевой фрезой (рис. 258, а) стол станка не должен быть повернут, так как плоскость вращения фрезы совпадает с наклоном канавки. Однако следует учесть, что концевой фрезой можно фрезеровать только прямоугольные или симметричные V-образные канавки, так как концевая фреза может иметь либо цилиндрическую, либо коническую режущую кромку.
Для получения фасонных винтовых канавок единственным методом является фрезерование дисковой фасонной фрезой на универсально-фрезерном станке.
Из изложенного видно, что расчеты при наладке фрезерного станка для нарезания винтовых канавок имеют задачей:
1) определение угла поворота станка при обработке дисковой фрезой на универсально-фрезерном станке;
2) определение передаточного отношения сменных колес, соединяющих шпиндель головки с винтом продольной подачи стола;
3) выбор делительного круга и определение числа оборотов рукоятки делительной головки.
Расчет угла поворота стола
Угол поворота стола станка равен углу наклона винтовой линии ω и определяется по формуле (21):
Пример 15. Задано нарезать винтовую канавку с шагом 300 мм на цилиндре диаметром 75 мм. Определить угол поворота стола универсально фрезерного станка.
По формуле (21) получаем:

По таблице тангенсов (см. приложение) находим ω = 38°10'.
Следует помнить, что при неправильном угле поворота стола фреза пойдет по винтовой канавке не прямо, а боком и, следовательно, профиль канавки изменится — увеличится ее ширина. Обнаружить такую неправильность в готовой детали трудно, так как при винтовой канавке нельзя шаблоном проверить на свет точность обработки. Помимо этого, неправильный угол поворота стола вызывает добавочное боковое усилие на фрезу (так как фреза режет боком), вследствие чего изгибается оправка, на которую она надета.
При фрезеровании винтовых канавок фрез с большим углом наклона винтовой линии во избежание подрезания зубьев стол поворачивают под некоторым углом ω1, отличным от угла ω. По данным завода «Фрезер» угол поворота стола ω1 определяется по формуле:
tg ω1 = tg ω · cos (δ + γ),
(22)
где ω1 — угол поворота стола станка;
ε — угол двухугловой рабочей фрезы, образующей переднюю поверхность фрезеруемой заготовки;
γ — передний угол у обрабатываемой фрезы в нормальном сечении.
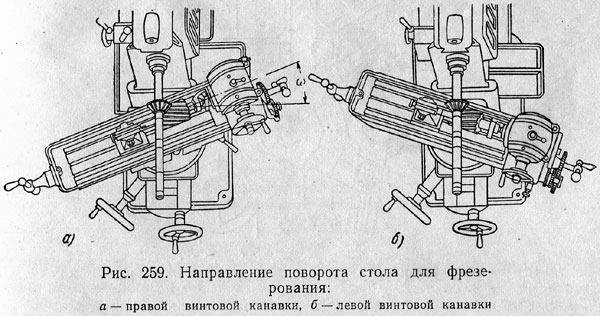
При повороте стола необходимо учитывать направление винтовой канавки обрабатываемой заготовки. На рис. 259, а показан поворот стола для фрезерования правой, на рис. 259, б — левой винтовых канавок на универсально-фрезерном станке.
Расчет передаточного отношения сменных колес
Следует помнить, что шаг нарезаемой винтовой канавки зависит только от передаточного отношения сменных колес, связывающих винт продольной подачи стола со шпинделем делительной головки, но не от угла поворота стола.
В делительных головках УДГ-100, УДГ-135, УДГ-160 вращение заготовки, необходимое для фрезерования в ней винтовых канавок, заимствуется от ходового винта продольной подачи через ряд зубчатых колес (рис. 260), соединяющих ходовой винт станка и валик привода головки. Зубчатые колеса z = 381, z = 24, z = 382, z = 40 — постоянные (т. е. постоянно находятся на гитаре); зубчатые колеса z1, z2, z3 и z4 — сменные.
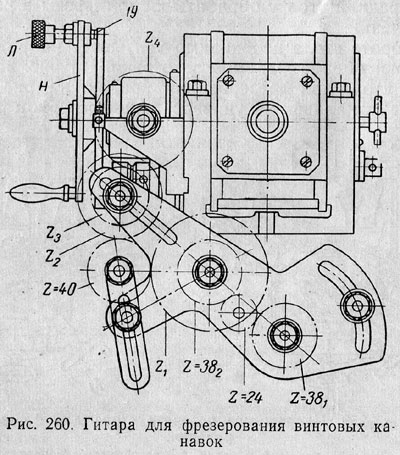
Зубчатое колесо z = 381 получает вращение от ходового винта продольной подачи стола; зубчатое колесо z = 24 — промежуточное; зубчатое колесо z =382 жестко сидит на втулке, вращающейся свободно на неподвижном пальце гитары. Зубчатое колесо z1 сидит на общей шпонке с зубчатым колесом z = 382. Зубчатое колесо z = 40 — промежуточное. Зубчатые колеса z2 и z3 насаживаются на общую втулку, вращающуюся свободно на переставном пальце гитары. Зубчатое колесо z4 насаживается на валик 34 привода головки (см. рис. 232).
Вращение валика 34 через конические зубчатые колеса 16 и 14 передается делительному диску 19, а от него через связанную с ним стерженьком фиксатора Л рукоятку H, цилиндрические зубчатые колеса 15 и 26, червяк 23, червячное колесо 4 шпинделю головки, т. е. закрепленной в центрах заготовке.
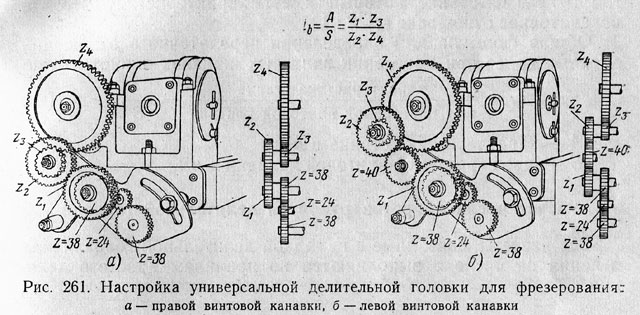
На рис. 261, а показана установка сменных колес для фрезерования правых винтовых канавок, а на рис. 261, б — левых. При фрезеровании правых канавок зубчатое колесо z = 40 выключается и z1 сцепляется с z2. Так как при настройке гитары приходится менять только колеса z1, z2, z3 и z4, в дальнейшем изложении для простоты будем считать, что зубчатое квлесо z1 надевается на ходовой винт, а зубчатое колесо z4 — на валик привода делительной головки.
Если передаточное отношение установленных сменных колес будет равно единице, то за один оборот винта продольной подачи стол переместится на расстояние, равное шагу винта, а шпиндель делительной головки повернется на 1/40 оборота. Для получения одного оборота шпинделя делительной головки надо, чтобы винт сделал 40 оборотов. За это время стол пройдет путь, равный шагу винта, умноженному на 40. Предположим, что шаг винта продольной подачи стола равен 6 мм, тогда за полный оборот заготовки при передаточном отношении сменных колес, равном единице, стол пройдет 6 X 40 = 240 мм. Следовательно, на заготовке будет нарезана винтовая линия с шагом S = 240 мм.
Число 240 в данном случае называют характеристикой универсально-фрезерного станка.
При других значениях шага винта продольной подачи и другой характеристике делительной головки получим другое значение характеристики станка.
Характеристикой универсально-фрезерного станка называется шаг той винтовой линии, которая будет нарезана на данном станке при передаточном отношении сменных колес, соединяющих винт станка и валик привода делительной головки, равном единице.
Чтобы узнать характеристику станка, следует отношение числа зубьев червячного колеса делительной головки к числу заходов червяка, т. е. характеристику делительной головки (см. стр. 244), умножить на шаг винта продольной подачи.
Для определения передаточного отношения iв сменных колес для нарезания винтовых канавок применяют простую формулу.
Предположим, требуется нарезать винтовую канавку с шагом 480 мм на станке, характеристика которого равна 240 мм.
Если взять передаточное отношение iв, равное единице, т. е. заставить вращаться валик привода делительной головки с такой же скоростью, как винт стола, то получим винтовую линию с шагом 240 мм: шаг же требуемой винтовой линии равен 480 мм, т. е. вдвое больше характеристики станка. Отсюда ясно, что валик привода делительной головки должен сделать один оборот, пока винт стола сделает два оборота, что возможно тогда, когда сменное колесо z1 сидящее на ходовом винте, будет вдвое больше сменного колеса z4, сидящего на валике привода головки, а колеса z2 и z3 одинаковы, т. е. когда iв = 1 : 2.
Очевидно, если требуется нарезать винтовую канавку с шагом 120 мм на станке, который имеет характеристику 240 мм, передаточное отношение iв = 2 : 1.
Общая формула для определения передаточного отношения сменных колес при нарезании винтовых канавок пишется так:

где А — характеристика станка в мм;
S — шаг нарезаемой винтовой канавки в мм.
Расчет числа оборотов рукоятки делительной головки
Все расчеты, связанные с наладкой делительной головки для деления на число z выполняются по правилам простого деления.
Формулы настройки делительной головки для фрезерования винтовых канавок
В табл. 21 приведены формулы для расчета настройки делительной головки при фрезеровании винтовых канавок. Эти формулы не зависят от метода фрезерования канавок, но при фрезеровании концевой фрезой стол станка не требует поворота.
Таблица 21
Формулы для расчета настройки делительной головки для фрезерования винтовых канавок (спиралей)
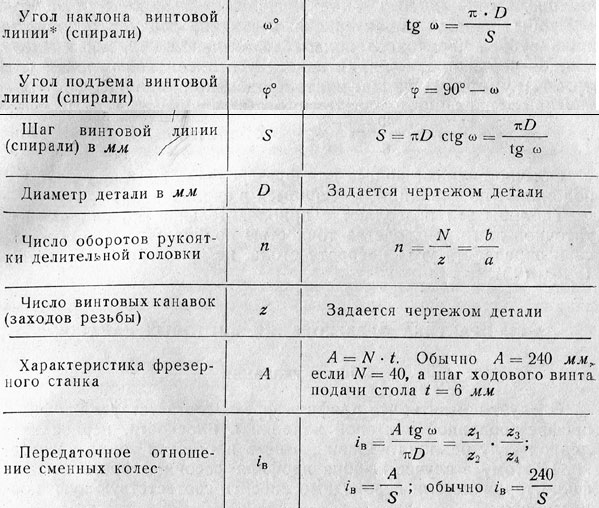
Угол наклона винтовой канавки несколько отличается от угла наклона винтовой линии для цилиндра диаметром D , так как он меньше к основанию канавки, чем на вершине, т. е. на диаметре. Однако для деталей обычной точности этим пренебрегают и расчет угла наклона винтовой канавки ведут по наружному диаметру детали D.
Пример 16. Требуется фрезеровать винтовые зубья с правым направлением на заготовке фрезы, у которой D = 75 мм, число зубьев z = 8, угол ω = 30°; характеристика фрезерного станка А = 240 мм.
Определяем передаточное отношение сменных зубчатых колес по формуле (23):

В данном случае А = 240 мм, а 

поэтому

Это отношение для делительной головки УДГ-135 можно осуществить следующим образом:
Колеса с 60 и 55 зубьями — ведущие, колеса с 70 и 80 зубьями — ведомые. Ставим колесо z1 = 60 на ходовой винт, колесо z4 = 80 на валик привода делительной головки, z2 = 70 и z3 = 55 на переставной палец гитары. Промежуточное зубчатое колесо z = 40 на гитаре выключаем.
Стол надо повернуть на угол наклона винтовой канавки ω = 30°.
Для деления на z = 8 число оборотов рукоятки делительной головки определяем по формуле

Обычно сменные колеса для фрезерования винтовых канавок подбирают по таблицам, имеющимся в справочниках.
Таблицы эти позволяют с приблизительной, но вполне достаточной для производства точностью подбирать сменные колеса и определять угол поворота стола, не прибегая к формулам (20) и (23).