На главную
§ 6. УХОД ЗА СТАНКОМ
Срок службы, производительность и точность станка зависят от внимательного и аккуратного ухода за ним.
Чистка станка
Очень важное значение имеет чистка станка от грязи, пыли и стружки. Чистить станок следует тогда, когда он не работает. Хлопчатобумажными концами, смоченными в керосине, смывают со станка грязь, брызги загрязненной смазки и эмульсии, а затем протирают сухими концами. Если на станке производилась обработка чугуна, надо щеткой смести всю стружку, которая накопилась на столе станка и забила пазы стола, затем хорошо продуть сжатым воздухом рабочую поверхность стола.
Чистку труднодоступных частей или углов нужно производить кистью или деревянной заостренной палочкой, обернутой тряпкой. Ни в коем случае не разрешается для очистки станка применять металлические предметы и наждачную бумагу.
Перед выходным днем следует протереть тряпкой с керосином весь станок, даже необработанные части его, а затем хорошо смазать, чтобы защитить от ржавления.
После чистки станка все использованные тряпки и концы должны быть сложены в специальный ящик. Особенно надо следить за тем, чтобы тряпки или концы не оставались у движущихся частей станка.
Перед сдачей смены, т. е. перед окончанием работы, рабочий обязан привести рабочее место в порядок, чтобы следующая смена получила станок и рабочее место в полной готовности для выполнения заданной работы.
Смазка станка
Постоянное наблюдение за смазкой трущихся частей станка обеспечивает точную и долговременную его работу.
Необходимо следить за тем, чтобы все масленки, смазочные отверстия и трубочки, подводящие масло к смазочным точкам, не были загрязнены и имели крышки, которые следует закрывать после смазки. В случае потери крышек следует заявить об этом мастеру.
На рис. 29 дана схема смазки универсально-фрезерного станка 6М82 и горизонтально-фрезерного станка 6М82Г.
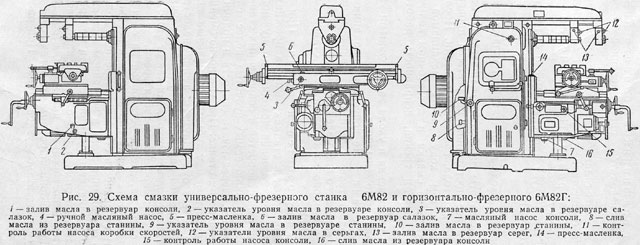
Смазка зубчатых колес (масляным дождем) и подшипников коробки скоростей (нагнетанием смазки) производится автоматически от плунжерного насоса, установленного внутрь станины и приводимого в действие эксцентриком,, расположенным на валу коробки скоростей. Масло заливается в масляный резервуар станины через штуцер 10 до середины маслоуказателя 9. В условиях двухсменной работы масло следует менять не реже 4 раз в год. Слив масла производится через трубку 5. Для контроля за работой насоса смазки коробки скоростей служит струйный маслоуказатель 11.
Смазка механизмов коробки подач производится автоматически разбрызгиванием от плунжерного насоса 7,. расположенного в консоли. Для контроля служит маслоуказатель 15. Масло при замене (раз в 3 месяца) заливается через трубку1и сливается через трубку 16. Для проверки уровня масла: служит указатель 2.
Смазка стола и салазок производится периодически ручным насосом 4, находящимся на левом торце салазок. Для смазки следует сделать по 8 качаний три раза в смену. Масло заливается раз в неделю в резервуар салазок через отверстие 6. Уровень масла контролируется указателем 3.
Смазка подшипников ходового винта продольного хода производится пресс-масленкой 5 один раз в смену.
Смазка серег производится масленкой через отверстие 13; контроль осуществляется указателем 12 уровня масла.
Смазка направляющих консоли производится пресс-масленкой 14.
Для смазки следует применять масло «Индустриальное 30» по ГОСТ 1707—51.
Правила ухода за отдельными узлами станка
До начала работы необходимо тщательно осмотреть станок, удалить все посторонние предметы и проверить вручную все перемещения стола, салазок и консоли. После этого проверить на холостом ходу работу механизмов скоростей и подач, поступление смазки в достаточном количестве к соответствующим местам трения, исправность работы всех механизмов.
Правила наблюдения и ухода за отдельными узлами и механизмами станка изложены ниже.
Привод станка. Не допускать попадания воды или масла в электродвигатель. Следить за правильным натяжением ремня, соединяющего шкив электродвигателя со шкивом станка. Смазывать регулярно электродвигатель станка согласно указанию инструкции.
Коробки скоростей и подач. При переключении скоростей или подач в станках выпуска прежних лет следить, чтобы рычаги переключения доходили до нужного положения. При переключении скоростей в современных станках для облегчения сцепления включаемых зубчатых колес следует нажать кнопку «толчок». Переключать скорости и подачи следует только при выключенном станке. При установке сменных колес необходимо сохранять между зубьями нормальный зазор: при большом зазоре колеса будут шуметь, а при недостаточном будут работать с излишней нагрузкой. Ни в коем случае не следует включать станок под нагрузкой, так как от этого могут сломаться зубья колес и выкрошиться зубья фрезы.
Стол станка. Перед установкой на стол станка тисков, зажимного приспособления или заготовки необходимо тщательно очистить поверхность стола. Фрезеровщик должен всегда помнить, что содержание стола в исправном состоянии — основное условие получения необходимой точности при работе. Поэтому нельзя класть на стол, а равно на его направляющие никаких инструментов и посторонних предметов, чтобы они не могли быть причиной забоин, царапин или других повреждений поверхности этих ответственных узлов станка. При работе с продольной подачей надо закреплять (стопорить) консоль и салазки во избежание вибраций (дрожания), которые приводят к дробленой или грубой поверхности обработки и быстрому износу направляющих. При работе с поперечной подачей надо также стопорить консоль.
Шпиндель станка. Шпиндель станка должен быть нормально затянут, при вращении не бить; при ослаблении крепления шпинделя сообщить мастеру. Перед установкой оправки или фрезы коническое гнездо шпинделя надо тщательно протереть насухо. Выколачивать оправку или фрезу из шпинделя надо латунным или медным прутком; делать это стальным прутком не рекомендуется, так как от этого портится гнездо шпинделя и разбивается конец оправки или хвостовика фрезы.
1. В чем разница между горизонтально- и универсально-фрезерным станками?
2. В чем разница между горизонтально- и вертикально-фрезерными станками?
3. В чем недостаток консольно-фрезерных станков?
4. Какие типы специальных фрезерных станков вы можете назвать?
5. Назовите основные детали и узлы консольно-фрезерного станка; расскажите их назначение.
6. Расскажите порядок включения фрезерного станка, на котором вы обучаетесь управлению.
7. Сколько различных скоростей шпинделя имеется на станке, на котором вы обучаетесь?
8. В каком направлении вращается шпиндель горизонтально-фрезерного станка?
9. Как изменить направление вращения шпинделя?
10. В каких направлениях может перемещаться стол станка, на котором вы обучаетесь? Сколько различных подач имеется на этом станке?
11. Установите грибок коробки подач на самую медленную скорость и включите механическую продольную подачу. На какую величину переместится стол в течение минуты? То же, при включении поперечной и вертикальной механических подач.
12. Как изменить направление подачи стола (вправо — влево; к себе — от себя; вверх — вниз)?
13. Для чего служат деления на лимбе рукоятки ручных подач стола?
14. Определите цену одного деления на лимбе ручной продольной подачи стола. То же — вертикальной. То же — поперечной.
15. На сколько делений лимба надо повернуть рукоятку вертикальной подачи стола, чтобы поднять стол на 3 мм? 4 мм? 6 мм?
16. Почему надо стопорить салазки стола при включении продольной подачи?
17. Почему надо перед началом работы протереть насухо гнездо шпинделя фрезерного станка? Можно ли протереть его масляной тряпкой?
18. Какие виды смазки применяют для фрезерного станка?
19. Как часто надо менять масло в коробке скоростей?
20. Что произойдет со шпинделем и подшипниками станка, если они не будут регулярно смазываться? Что произойдет, если станок регулярно-смазывается, но масленки не будут закрыты?