На главную
5. ШАБРЕНИЕ
Одной из самых трудоемких операций слесарной обработки является шабрение. Поэтому эту операцию стремятся механизировать или заменить другим видом обработки.
Шабрение заменяют следующими процессами: а) тонким строганием плоскостей широкими резцами при глубине резания не более 0,1 мм;
б) шлифованием одной из сопрягаемых поверхностей с пришабриванием второй по первой; в) шлифованием обеих сопрягаемых поверхностей; г) притиркой поверхностей; д) тонкой алмазной расточкой отверстий втулок и вкладышей; е) расточкой втулок с учетом их усадки при запрессовке в шестерни, корпуса, рычаги и т. п.; ж) развертыванием втулок после запрессовки нормальными и специальными развертками.
Развертывание отверстий более производительная операция, чем шабрение и притирка отверстий. Поэтому в тех случаях, когда есть возможность заменить шабрение или притирку развертыванием (втулки в шестернях, шкивы, гнезда подшипников и т. д.), следует производить развертывание.
Однако в тех случаях, когда по тем или иным причинам требуется шабрить поверхность, эта операция выполняется вручную шаберами
различной формы, а также с помощью различных приспособлений и механических шаберов.
Механические шаберы применяются нескольких типов. Для шабрения больших площадей (контрольно-поверочные плиты, направляющие станин станков и т. п.) применяют специальные передвижные на роликах шаберные машины или механические шаберы с приводом от гибкого вала (фиг. 96).
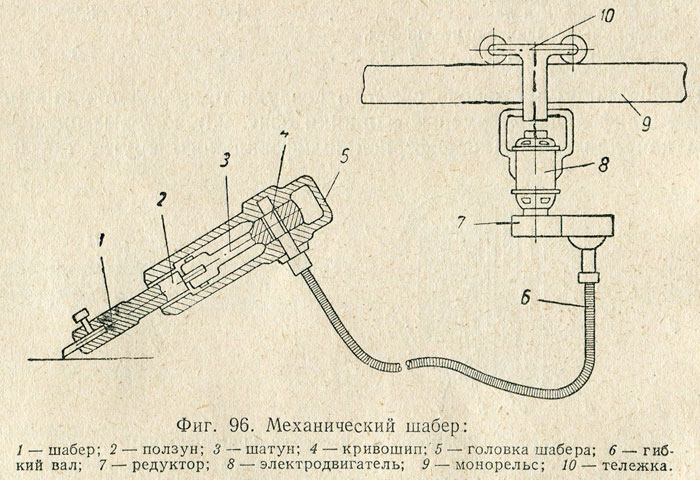
Во всех механических шаберах шабер получает возвратно-поступательное движение от рычажно-шатунного механизма, конической передачи, кривошипного механизма, при помощи эксцентрика и кулисы и, наконец, посредством винтовой канавки и кулисы.
Все перечисленные механические приводы шаберов имеют ряд существенных недостатков, а именно: а) наличие резких толчков при изменении направления движения шабера; б) регулировка усилий на инструмент невозможна; в) количество ходов шабера в минуту не регулируется.
Эти недостатки устранены в пневматических шаберах конструкции В. А. Сатина и Б. А. Бромберга.
Для сокращения вспомогательного времени при шабрении применяют различные приспособления в виде стендов для укладки деталей, подлежащих шабрению, кантователей для крепления и поворота шабруемых деталей в нужное положение, макетов контрдеталей, по которым производится шабрение деталей (в том случае, когда контрдеталь тяжелая).
В последние годы шабрение заменяется шлифованием, при помощи которого достигается обработка точных сопрягающихся подвижных частей машин и станков (направляющие станин, суппортов).
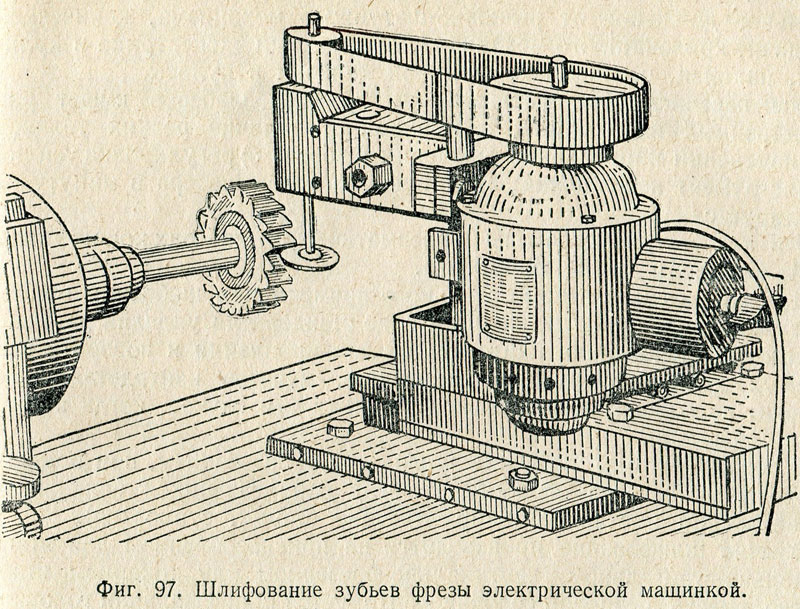
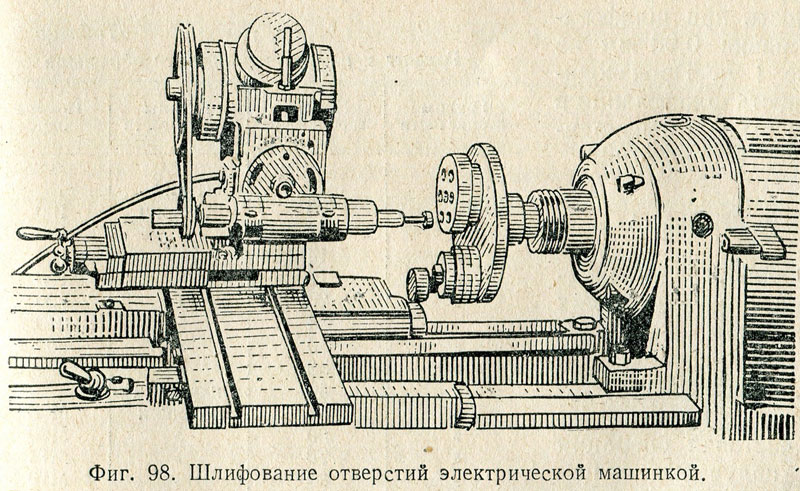
Обычно шлифование производится на приспособленном для этого продольно-строгальном, вертикально-фрезерном или токарном станке, где вместо резцовой головки монтируется шлифовальная головка.
Точность при шлифовании равна 0,02 мм на длине 1 м. Производительность шлифования в 5 раз выше производительности шабрения.
| предыдущая страница | Содержание | следующая страница |