На главную
4. ХИМИЧЕСКАЯ СВАРКА
Газовая сварка разделяется на два вида сварки: сварка плавлением и газопрессовая сварка.
При сварке плавлением кромки свариваемых частей и присадочный металл расплавляются и сливаются в общую ванночку; после затвердевания металл ванночки образует шов. Плавление металла происходит за счет теплоты пламени, образующегося при сгорании горючего газа в струе кислорода. В качестве газа применяют ацетилен, водород, светильный газ, метан и др.
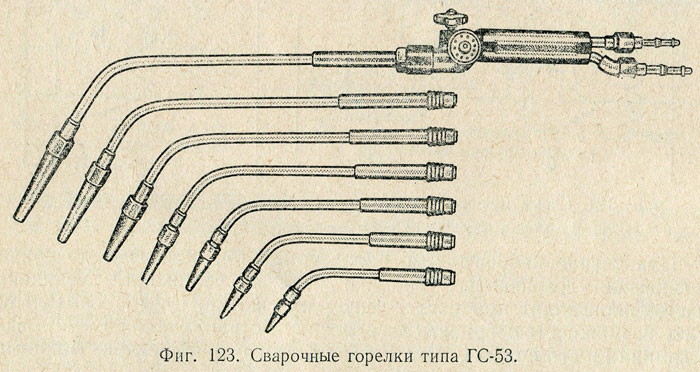
При газовой сварке применяют горелки, которые служат для смешивания кислорода и горючего газа и их дозировки с целью получения постоянного хорошего пламени. Горелки (фиг. 123) делятся на инжекторные (низкого давления) и безинжекторные (высокого или среднего давления).
Сварочное пламя служит для расплавления металла, а также для восстановления, науглероживания или окисления ванны. Получение того или иного характера пламени достигается регулировкой смеси в горелке.
Присадочным металлом служит стальная малоуглеродистая проволока, аналогичная той, которая применяется при электросварке. При сварке цветных металлов применяют проволоку, по химическому составу близкую к основному свариваемому металлу.
Сварка чугуна применяется при ремонте оборудования и исправлении пороков литья.
Газовая сварка чугуна производится с предварительным подогревом частей до 400 — 600°С для предотвращения возникновения местных термических напряжений и образования трещин вблизи сварочного шва.
Чугун также подвергается электродуговбй сварке. Для сварки чугуна с подогревом применяют чугунные литые стержни диаметром 6 — 12 мм. При сварке мелких чугунных деталей без подогрева применяют латунную проволоку с содержанием цинка 27 — 40%.
Термитная сварка — производится с помощью термита — порошкообразной смеси алюминия с окалиной железа.
Реакция горения термита протекает весьма бурно, с выделением большого количества теплоты, температура развивается при этом свыше 3000°С. Этим способом сваривают стыки железнодорожных и трамвайных рельсов.
Сварка с жидким присадочным материалом. Этот способ разработан Академией Наук СССР и широко применяется при наплавке разнородных металлов (при наплавке быстрорежущей стали и твердых сплавов на изношенный инструмент и детали и пр.).
Сущность этого метода заключается в том, что теплота электрической дуги или газового пламени используется только для оплавления основного металла, а присадочный металл расплавляется отдельно и поступает в жидком виде непрерывной струей в шов. Этот метод весьма производительный.
| предыдущая страница | Содержание | следующая страница |