На главную
ГЛАВА IX
СТАНОЧНЫЕ ОПЕРАЦИИ, ПРИМЕНЯЮЩИЕСЯ ПРИ ИЗГОТОВЛЕНИИ ИНСТРУМЕНТА
1. СВЕРЛЕНИЕ
Сверление отверстий без последующего растачивания или развертывания производят в деталях, соединяемых между собой болтами, винтами, заклепками или другими крепежными деталями, не требующими точной посадки.
Отверстия под последующее нарезание основной метрической резьбы метчиками также сверлятся без последующей обработки.
Сверление не дает высокой точности обрабатываемого отверстия по сравнению с такими видами обработки, как растачивание, развертывание или протягивание.
Как правило, после сверления можно получить отверстие по 5 и 7-му классам точности.
Отверстия диаметром до 5 мм с точностью 4-го класса можно получить сверлением при условии правильной заточки сверла. В процессе сверления сверло «разбивает» отверстие, делает его несколько больше диаметра сверла.
Погрешности в диаметре сверленных отверстий можно в среднем принимать такие:
Диаметр сверл в мм |
1-3 |
3-10 |
10-18 |
18-30 |
30-80 |
Для обработки отверстий с большой точностью и чистотой обработки поверхности (чище ∇∇ 5) следует применять зенкеры и развертки. Обработка отверстий производится, главным образом, на вертикально-сверлильных станках.
Рассмотрим некоторые виды сверлильных станков, на которых приходится работать слесарю:
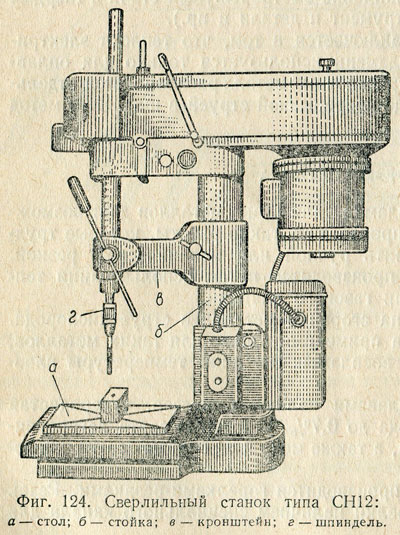
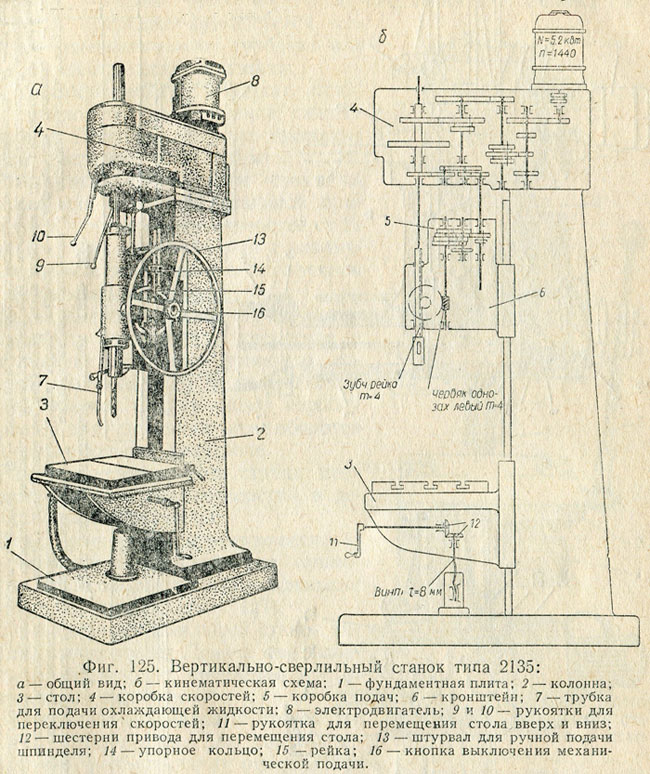
а) вертикально-сверлильные одношпиндельные. Сюда относятся настольные станки (фиг. 124) для обработки малых отверстий и станки с жесткой станиной (фиг. 125);
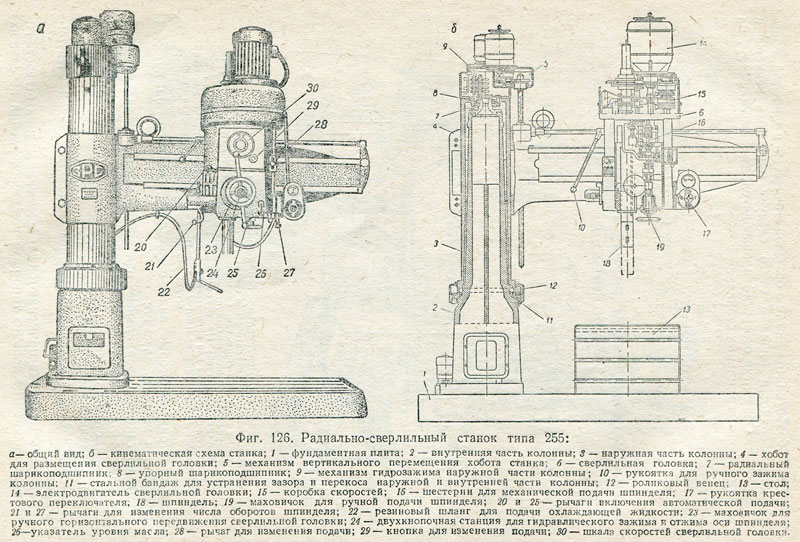
б) радиально-сверлильные станки (фиг. 126);
в) переносные сверлильные машины (пневматические и электрические).
Настольные станки применяются для сверления мелких отверстий и изготавливаются нескольких типо-размеров для сверления небольших отверстий диаметрами до 3, 6; 9 и 12 мм. Шпиндели настольных станков имеют от 1400 до 6000 об/мин.
При необходимости сверления малых отверстий в громоздких деталях или в недоступных местах для сверления настольными сверлильными станками применяются воздушные (пневматические) турбинки или ручные электрические машинки.
В пневматических турбинках шпиндель приводится во вращение сжатым воздухом. При этом скорость вращения сверла достигает 12000 об/мин.
Вертикально-сверлильные станки на колонке или с жесткой станиной применяются для сверления отверстий от 10 до 45 мм. Они изготовляются с различным числом оборотов шпинделя, с ручной или механической подачей.
Радиально-сверлильные станки дают возможность производить сверление и растачивание различных диаметров отверстий с применением механической и ручной подачи. Станки имеют коробку скоростей для изменения чисел оборотов шпинделя в большом диапазоне.
Радиально-сверлильные станки применяют для сверления отверстий в деталях больших размеров.
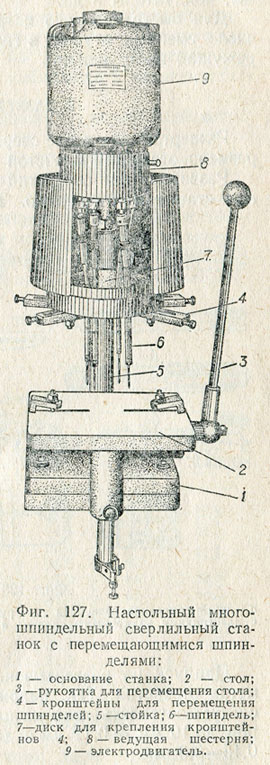
Для сверления одновременно нескольких отверстий малых диаметров применяют настольные многошпиндельиые сверлильные станки (фиг. 127).
Вертикально-сверлильный станок типа 2150 завода имени Ленина имеет специальный фланец для крепления много-шпиндельной головки.
Вертикально-сверлильный станок типа 2135 предназначен для сверления, зенкования, развертывания отверстий и нарезания внутренней резьбы (метчиками) в деталях небольшого размера.
Наибольший диаметр сверления 35 мм.
Шпиндель имеет гнездо с конусом Морзе № 4.
Стол станка вертикально перемещается вдоль оси шпинделя, что облегчает наладку станка.
Шпиндель станка имеет шесть ступеней чисел оборотов от 47 до 466 в минуту. Станок снабжен коробкой подач, обеспечивающей подачи сверла от 0,1 до 1,11 мм на один оборот шпинделя.
При работе на сверлильном станке необходимо иметь, кроме режущего инструмента, зажимные приспособления как для крепления детали, так и для режущего инструмента. К ним следует отнести трехкулачковые, быстросменные патроны, станочные тиски, опорные призмы, кондукторы и др.
Для быстросменного патрона имеется в комплекте определенное число сменных втулок, в гнездах которых закрепляется различный режущий инструмент.
| предыдущая страница | Содержание | следующая страница |