На главную
§ 47. ОСЦИЛЛЯТОРЫ И ИМПУЛЬСНЫЕ ВОЗБУДИТЕЛИ ДУГИ
Осциллятор — это устройство, преобразующее ток промышленной частоты низкого напряжения в ток высокой частоты (150 — 500 тыс. гц) и высокого напряжения (2000 — 6000 в), наложение которого на сварочную цепь облегчает возбуждение и стабилизирует дугу при сварке.
Основное применение осцилляторы нашли при аргоно-дуговой сварке переменным током неплавящимся электродом металлов малой толщины и при сварке электродами с низкими ионизирующими свойствами покрытия. Выпускаемые промышленностью электроды обеспечивают хорошую стабилизацию сварочной дуги за счет вводимых в покрытие компонентов с низким потенциалом ионизации. Это позволяет успешно вести сварку без применения осцилляторов.
Принципиальная электрическая схема осциллятора ОСПЗ-2М показана на рис. 69.
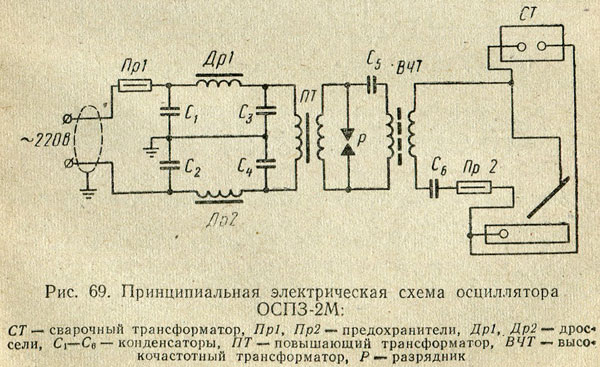
Осциллятор состоит из колебательного контура (конденсаторы С1 С2, С3, С4) и двух индуктивных дроссельных катушек Др1 и Др2, повышающего трансформатора ПТ, высокочастотного трансформатора ВЧТ и разрядника Р.
Колебательный контур генерирует ток высокой частоты и связан со сварочной цепью индуктивно через высокочастотный трансформатор, выводы вторичных обмоток которого присоединяются: один к заземленной клемме выводной панели, другой — через конденсатор С6 и предохранитель Пр2 ко второй клемме. Для защиты сварщика от поражения электрическим током в цепь включен конденсатор С6, сопротивление которого препятствует прохождению тока высокого напряжения и низкой частоты в сварочную цепь. На случай пробоя конденсатора С6 в цепь включен плавкий предохранитель Пр2.
Осциллятор ОСПЗ-2М рассчитан на подключение непосредственно в двухфазную или однофазную сеть напряжением 220 в.
При нормальной работе осциллятор равномерно потрескивает, и за счет высокого напряжения происходит пробой зазора искрового разрядника. Величина искрового зазора должна быть 1,5 — 2 мм, которая регулируется сжатием электродов регулировочным винтом. Напряжение на элементах схемы осциллятора достигает нескольких тысяч вольт, поэтому регулирование необходимо выполнять при отключенном осцилляторе.
Осциллятор, необходимо зарегистрировать в местных органах инспекции электросвязи; при эксплуатации следить за его правильным присоединением к силовой и сварочной цепи, а также за исправным состоянием контактов; работать при надетом кожухе; кожух снимать только при осмотре или ремонте и при отсоединенной сети; следить за исправным состоянием рабочих поверхностей разрядника, а при появлении нагара — зачистить их наждачной бумагой. Осцилляторы, у которых первичное напряжение 65 в, подключать к вторичным клеммам сварочных трансформаторов типа ТС, СТН, ТСД, СТАН не рекомендуется, так как в этом случае напряжение в цепи при сварке понижается. Для питания осциллятора нужно применять силовой трансформатор, имеющий вторичное напряжение 65 — 70 в.
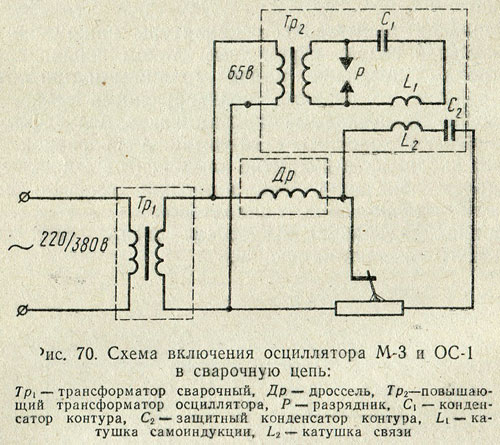
Схема подключения осцилляторов М-3 и ОС-1 к сварочному трансформатору типа СТЭ показана на рис. 70.
Технические характеристики осцилляторов приведены в табл. 26.
Таблица 26
Технические характеристики осцилляторов
Тип | Первич- | Вторичное | Потреб- | Габариты, мм | Вес, кГ |
М-3 | 40-65 | 2500 | 150 | 350Х240Х290 | 15 |
Импульсные возбудители дуги. Это такие устройства, которые служат для подачи синхронизированных импульсов повышенного напряжения на сварочную дугу переменного тока в момент изменения полярности. Благодаря этому значительно облегчается повторное зажигание дуги, что позволяет снизить напряжение холостого хода трансформатора до 40 — 50 в.
Импульсные возбудители применяют только для дуговой сварки в среде защитных газов неплавящимся электродов. Возбудители с высокой стороны подключаются параллельно к сети питания трансформатора (380 в), а на выходе — параллельно дуге.
Мощные возбудители последовательного включения применяют для сварки под флюсом.
Импульсные возбудители дуги более устойчивы в работе, чем осцилляторы, они не создают радиопомех, но из-за недостаточного напряжения (200 — 300 в) не обеспечивают зажигания дуги без соприкосновения электрода с изделием. Возможны также случаи комбинированного применения осциллятора для начального зажигания дуги и импульсного возбудителя для поддержания ее последующего стабильного горения.
Разработанный Институтом электросварки имени Е. О. Патона генератор импульсов ГИ-1 имеет мощность 100 вт, его габариты 275X305X340 мм.
| предыдущая страница | Содержание | следующая страница |