На главную
ГЛАВА XI
ИСТОЧНИКИ ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПОСТОЯННОГО ТОКА
§ 49. ОДНОПОСТОВЫЕ И МНОГОПОСТОВЫЕ ИСТОЧНИКИ ПИТАНИЯ
Источники питания постоянного тока подразделяются на две основные группы: сварочные преобразователи вращающегося типа (сварочные генераторы) и сварочные выпрямительные установки (сварочные выпрямители).
Генераторы постоянного тока подразделяются: по количеству питаемых постов — на однопостовые и многопостовые; по способу установки — на стационарные и передвижные; по роду привода — на генераторы с электрическим приводом и на генераторы с двигателями внутреннего сгорания; по конструктивному выполнению — на однокорпусные и двухкорпусные.
По форме внешних характеристик сварочные генераторы могут быть с падающими внешними характеристиками; с жесткими и пологопадающими характеристиками; комбинированного типа (универсальные генераторы, при переключении обмоток или регулирующих устройств которых можно получить падающие, жесткие или пологопадающие характеристики).
Наибольшее распространение получили генераторы с падающими внешними характеристиками, работающие по следующим трем основным схемам:
генераторы с независимым возбуждением и размагничивающей последовательной обмоткой;
генераторы с намагничивающей параллельной и размагничивающей последовательной обмотками возбуждения;
генераторы с расщепленными полюсами.
Ни один из трех видов генераторов с падающими внешними характеристиками не выделяется существенными преимуществами как по технологическим, так и по энергетическим и весовым показателям.
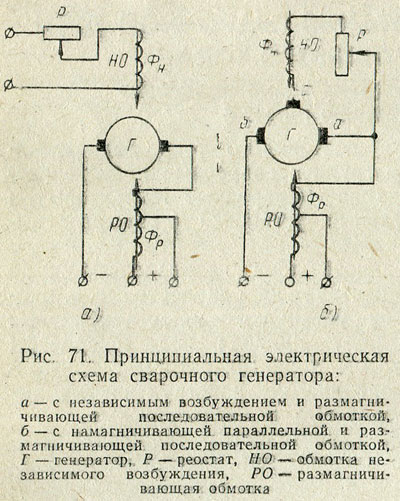
Генераторы с независимым возбуждением и размагничивающей последовательной обмоткой (рис. 71, а). Генератор Г имеет две обмотки возбуждения: обмотку независимого возбуждения НО, питаемую от отдельного источника через сеть переменного тока и полупроводниковый выпрямитель, и последовательную размагничивающую обмотку РО, включенную последовательно с обмоткой якоря. Ток в цепи независимого возбуждения регулируется реостатом Р. Магнитный ток Фн, создаваемый обмоткой независимого возбуждения, противоположен по своему направлению магнитному потоку Фp размагничивающей обмотки. При холостом ходе, т. е. когда сварочная цепь разомкнута, э. д. с. генератора определяется по формуле
E = C · Фн
где Е — э.д. с. (электродвижущая сила);
С — постоянная составляющая генератора;
Фн — магнитный поток обмотки независимого возбуждения.
При замкнутой цепи сварочный ток проходит через последовательную обмотку РО, создавая магнитный поток Фp, противоположно направленный магнитному потоку Фн. Результирующий поток Фрез представляет разность потоков:
Фрез = Фн - Фp.
С увеличением тока в сварочной цепи Фp будет увеличиваться, а Фрез, э. д. с. и напряжение на зажимах генератора — падать, создавая падающую внешнюю характеристику генератора.
Сварочный гок в генераторах этой системы регулируется реостатами Р и секционированием последовательной обмотки, т.е. изменения числа ампер-витков.
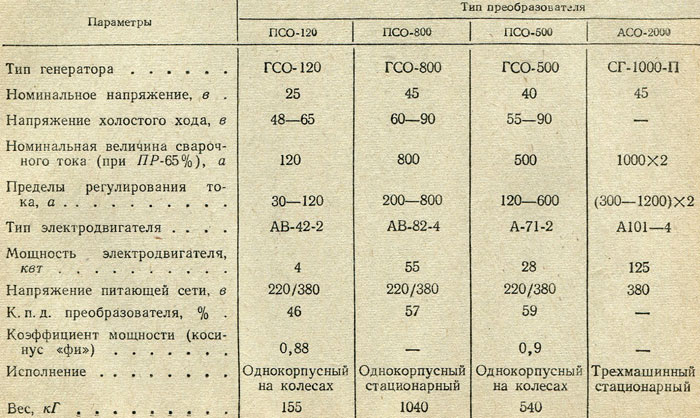
Отечественная промышленность выпускает сварочные преобразователи ПСО-120, ПСО-500, ПСО-800, АСО-2000, укомплектованные генераторами с независимым возбуждением и последовательной размагничивающей обмоткой ГСО-120, ГСО-500, ГСО-800 и СГ-1000-II.
Основные технические данные преобразователей с генераторами, работающими по данной схеме, приведены в табл. 27.
Таблица 27
Технические характеристики преобразователей ПСО-120, ПСО-800, ПСО-500, АСО-2000
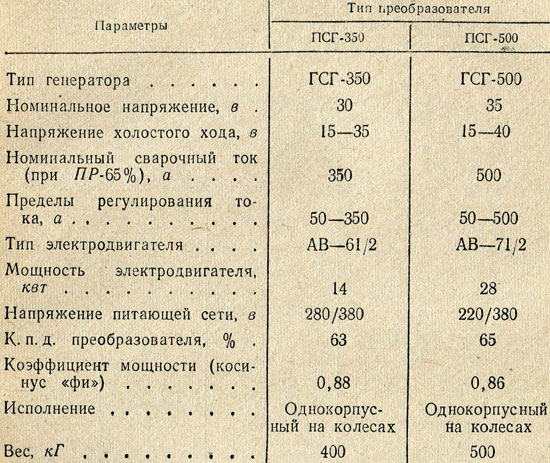
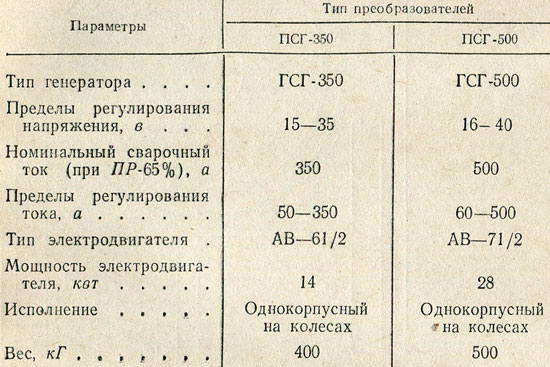
Для получения жесткой внешней характеристики последовательные размагничивающие обмотки переключаются так, чтобы они действовали согласованно с обмоткой независимого возбуждения. По такой схеме работают сварочные преобразователи ПСГ-350, ПСГ-500 с генераторами ГСГ-350 и ГСГ-500 соответственно.
Основные технические данные преобразователей с генераторами, работающими по данной схеме, приведены в табл. 28.
Таблица 28
Технические характеристики преобразователей ПСГ-350, ПСГ-500
Генераторы с намагничивающей параллельной и размагничивающей последовательной обмотками возбуждения (рис. 71,6). Отличительной особенностью генераторов такой схемы является использование принципа самовозбуждения. Для этого имеются две обмотки возбуждения (НО и РО) — в результате э. д. с. генератора индуктируется магнитным потоком обмотки, присоединенной к щеткам генератора а и с. Напряжение между этими щетками почти постоянно по величине, поэтому магнитный поток Фн практически не меняется. Обмотка генератора НО называется обмоткой независимого возбуждения.
При нагрузке (при сварке) сварочный ток проходит через обмотку РО, включенную так, что ее магнитный поток Фp направлен против магнитного потока Фн обмотки независимого возбуждения. При увеличении тока в сварочной цепи возрастает размагничивающее действие последовательной обмотки РО, а напряжение генератора становится меньше, так как э.д. с., индуктируемая в обмотке якоря генератора, зависит от результирующего магнитного потока генератора.
При коротком замыкании магнитные потоки Фp и Фн равны, напряжение на зажимах генератора близко к нулю.
Падающая внешняя характеристика получается вследствие размагничивающего действия обмотки РО.
Плавное регулирование сварочного тока в генераторах этой системы осуществляется реостатами Р. Возможно также добавочное регулирование сварочного тока переключением витков сериесной обмотки возбуждения.
Схема допускает четырехполюсное исполнение генераторов, что позволяет упростить конструкцию и соответственно уменьшить вес.
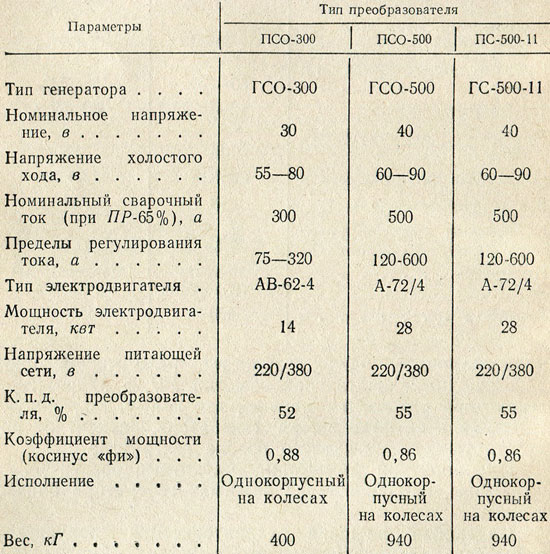
По данной схеме работают наиболее распространенные преобразователи ПСО-ЗОО, ПСО-500, ПС-500 с генераторами ГСО-ЗОО, ГСO-500, ГС-500 и некоторые другие сварочные агрегаты. Основные технические данные преобразователей с генераторами, работающими по этой схеме, даны в табл. 29.
Таблица 29
Технические характеристики преобразователей ПСО-300, ПСО-500, ПС-500-II
Генераторы с расщепленными полюсами (рис. 72). У генераторов этой группы падающие внешние характеристики получаются в результате размагничивающего действия магнитного потока обмотки якоря (реакции якоря). Генератор Г имеет четыре основных магнитных полюса N1, N2, S1, S2 и три группы щеток a, b, c на коллекторе. В отличие от рассмотренных генераторов, у которых северные и южные магнитные полюсы чередуются между собой, у генераторов этой группы одноименные полюсы расположены рядом.
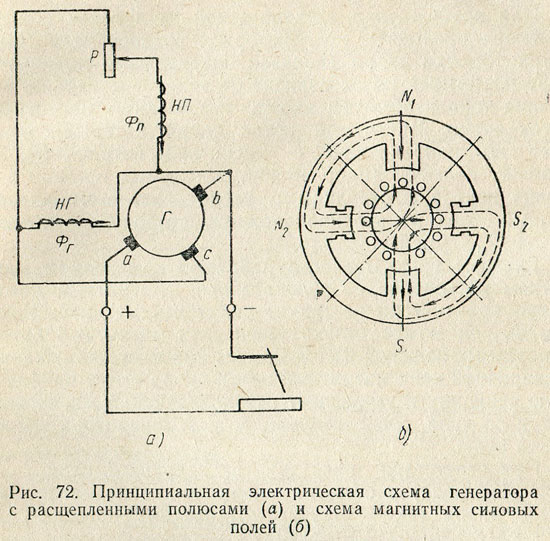
Каждую пару одноименных полюсов считаем одним, но расщепленным на два. Генераторы с расщепленными полюсами фактически являются двухполюсными. Вертикально расположенные полюсы называются поперечными, а горизонтальные — главными. Главные полюсы имеют вырезы для уменьшения площади поперечного сечения и всегда работают при полном магнитном насыщении, т.е. магнитный поток, создаваемый этими полюсами, при всех нагрузках остается неизменным. Магнитный поток полюсов, создаваемый обмотками НГ и НП условно можно разделить на два потока Фг и Фп, замыкающиеся через определенные пары полюсов. Один магнитный поток имеет направление от северного полюса N1 к южному S1 и второй — от северного полюса N2 к южному S2. Э. д. с. якоря зависит от интенсивности магнитных потоков Фп и Фг. Чем интенсивнее магнитный поток, пересекаемый проводниками якоря, тем больше э. д. с.
При возбуждении электрической дуги через обмотку якоря проходит ток, который создает магнитный поток обмотки якоря (показан штриховыми линиями). Этот магнитный поток зависит от тока: чем меньше величина тока в обмотке якоря, тем меньше магнитный поток якоря. Магнитный поток якоря, который совпадает по направлению с магнитным потоком N2, S2 главных полюсов (направления магнитных потоков полюсов показаны стрелками), увеличивает его; направленный же в противоположную сторону магнитный поток Фп — уменьшает его.
Главные полюсы всегда работают при полном магнитном насыщении. Следовательно, магнитный поток якоря практически не может увеличить магнитный поток Фг, он может только уменьшить магнитный поток поперечных полюсов Фп. В момент короткого замыкания в сварочной цепи магнитный поток якоря имеет наибольшую величину и уменьшает результирующий магнитный поток до нуля, следовательно, э. д. с. генератора также равна нулю.
При отсутствии нагрузки в сварочной цепи (при холостом ходе) в обмотке якоря тока нет, магнитный поток якоря также отсутствует, поэтому поток Фп и, следовательно, результирующий магнитный поток имеют наибольшую величину, а генератор — наибольшее напряжение. Таким образом, вследствие размагничивающего действия магнитного потока обмотки якоря (реакции якоря) создается падающая внешняя характеристика.
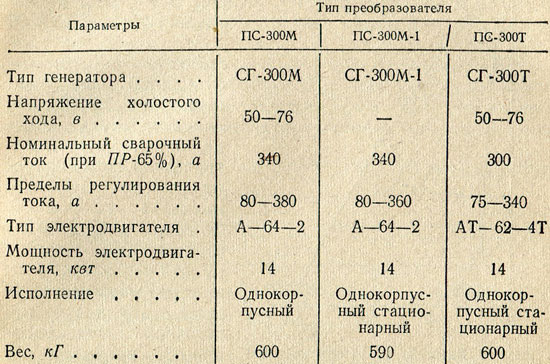
По данной схеме (с расщепленными полюсами) в промышленности нашли применение преобразователи ПС-300М, ПС-300М-1, ПС-300Т с генераторами СГ-300М, СГ-300М-1, СГ-300Т и некоторые другие сварочные агрегаты.
Основные технические данные преобразователей с генераторами, работающими по этой схеме, даны в табл. 30.
Таблица 30
Технические характеристики преобразователей ПС-300М, ПС-300М-1, ПС-300Т
Генераторы с поперечным полем. У генераторов этого типа падающая внешняя характеристика обеспечивается размагничивающим действием магнитного поля якоря, а группа различных внешних характеристик осуществляется изменением величины воздушного зазора в магнитопроводе.
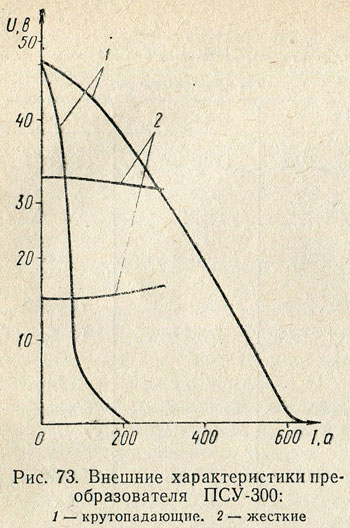
Преобразователи для сварки в защитных газах. Для автоматической и полуавтоматической сварки в защитных газах необходимы сварочные преобразователи, обеспечивающие жесткие или возрастающие внешние характеристики. Для этой цели промышленность выпускает преобразователи ПСГ-350, ПСГ-500, а также универсальные преобразователи ПСУ-300 и ПСУ-500. Универсальные преобразователи типа ПСУ предназначены также для ручной дуговой сварки, наплавки и резки металлов постоянным током, поскольку обеспечивают получение крутопадающих внешних характеристик.
На рис. 73 показаны внешние характеристики преобразователя ПСУ-300.
Преобразователь ПСГ-500 конструктивно оформлен так же, как и описанный выше преобразователь ПСО-500. Преобразователь ПСГ-500 (рис. 74) имеет однокорпусное исполнение.
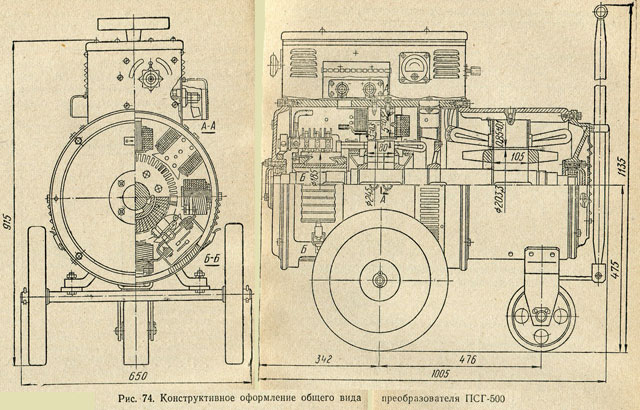
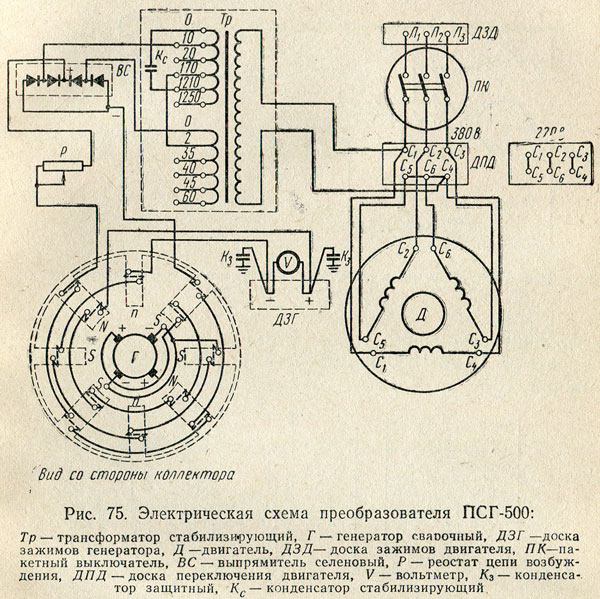
Обмотка независимого возбуждения питается от сети переменного тока через феррорезонансный стабилизатор напряжения и блок селеновых выпрямителей ВС, обеспечивающих постоянное, не зависящее от колебаний напряжение сети, напряжение возбуждения. Напряжение на зажимах генератора плавно регулируется в пределах 15 — 40 в реостатом Р, включенным последовательно в цепь обмотки возбуждения. Якорь генератора имеет малую индуктивность, благодаря чему при коротком замыкании электрода с изделием быстро возрастает величина сварочного тока. Пределы регулирования величины тока 60 — 500 а.
Основные технические данные преобразователей типа ПСГ приведены в табл. 31.
Таблица 31
Технические данные преобразователей ПСГ-350, ПСГ-500
Универсальные сварочные преобразователи. Для ручной дуговой сварки и сварки на автоматах, снабженных авторегуляторами напряжения, автоматически воздействующими на скорость подачи электродной проволоки, требуются источники питания с падающими внешними характеристиками. Для питания автоматов и полуавтоматов с постоянной скоростью подачи электродной проволоки, в том числе для сварки в углекислом газе и порошковой проволокой ЭПС-15, необходимы генераторы с жесткими внешними характеристиками. Поскольку на заводах и монтажных площадках механизированные методы сварки используются в сочетании с ручной дуговой сваркой, поэтому требуются универсальные источники, обеспечивающие как падающие, так и жесткие внешние характеристики. Для этой цели разработана конструкция универсального сварочного преобразователя ПСУ-300, генератор которого имеет одну обмотку возбуждения. Внешние характеристики в этом генераторе создаются с помощью триода ПТ, включенного в цепь обмотки возбуждения ОВ, и обратной связи по току нагрузки (рис. 76). Он является четырехполюсным генератором постоянного тока нормального исполнения. Его обмотка возбуждения ОВ размещена на четырех главных полюсах и питается от устройства управления, размещенного на корпусе преобразователя.
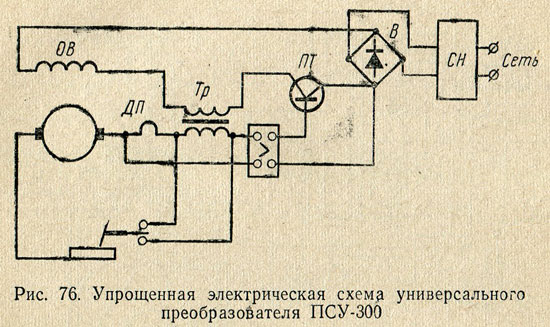
Сварочная цепь и цепь обмотки возбуждения связаны между собой стабилизирующим трансформатором Тр, предназначенным для обеспечения динамических свойств генератора.
Величину сварочного тока регулируют реостатом — регулятором ДП, установленным на передней стенке управления. По мере роста сварочного тока сопротивление триода возрастает, ток возбуждения уменьшается, уменьшается и э. д. с. генератора, т. е. характеристика получается падающей. При переключении цепей управления внешняя характеристика становится жесткой.
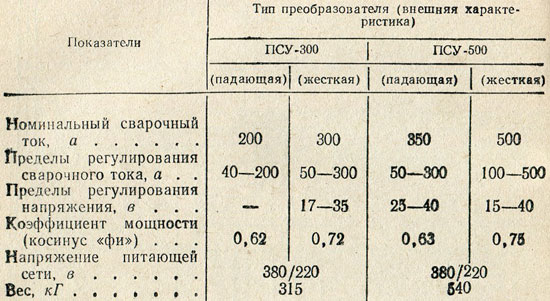
Основные технические данные универсальных преобразователей даны в табл. 32.
Таблица 32
Основные технические данные универсальных преобразователей
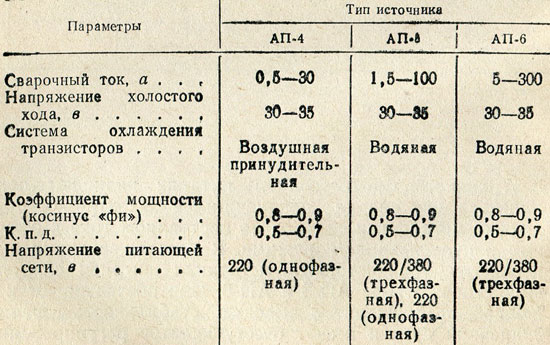
Транзисторные источники питания начинают применяться для сварки неплавящимся электродом различных металлов и сплавов на постоянном токе в обычном и пульсирующем режиме. В настоящее время выпускаются транзисторные источники питания следующих типов: АП-4, АП-5 и АП-6, Они обеспечивают надежное возбуждение и высокую стабильность горения сварочной дуги и имеют бесступенчатое регулирование сварочного тока.
Основные технические данные транзисторных источников питания приведены в табл. 33.
Таблица 33
Технические данные транзисторных источнтков питания
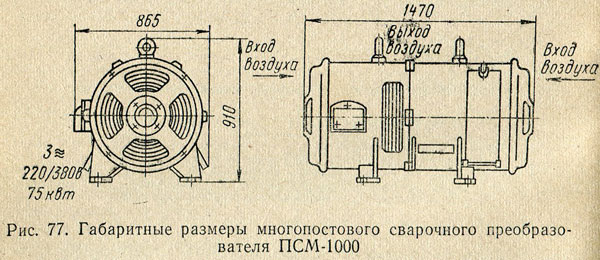
Многопостовые сварочные преобразователи. Они предназначены для одновременного питания нескольких сварочных постов. В промышленности широко используется многопостовой преобразователь ПСМ-1000.
Преобразователь имеет однокорпусное исполнение стационарного типа (рис. 77) и состоит из трехфазного асинхронного двигателя АВ-91-4 с короткозамкнутым ротором и шестиполюсного генератора СГ-1000 со смешанным возбуждением. Кроме шунтовой обмотки на главных полюсах размещена последовательная обмотка для поддержания постоянного напряжения при увеличении нагрузки. Генератор имеет жесткую характеристику. Напряжение регулируется реостатом, включенным в цепь параллельной обмотки возбуждения.
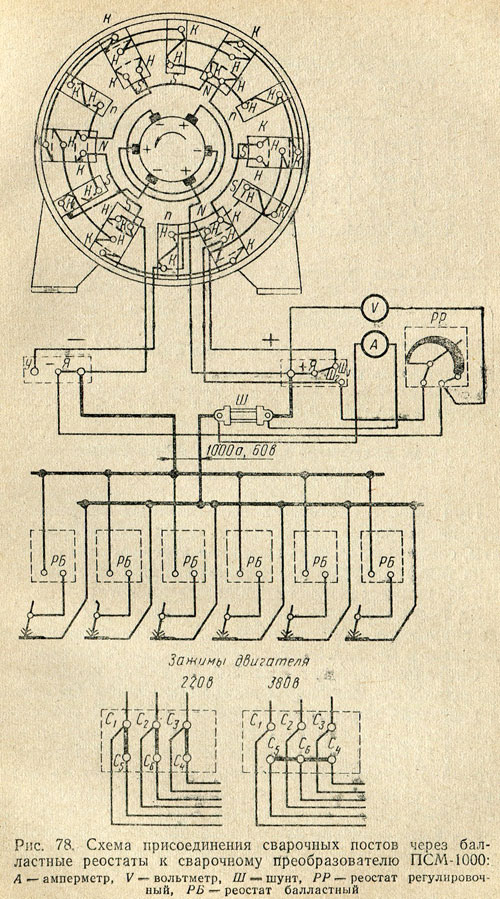
Падающая внешняя характеристика, необходимая для ручной дуговой сварки, создается самостоятельно на каждом сварочном посту балластным реостатом типа РБ (этот реостат позволяет ступенчато изменять величину сварочного тока). Схема включения преобразователя ПСМ-1000 и балластных реостатов пбказана на рис. 78.
Основным недостатком многопостовых преобразователей является низкий к. п. д. сварочных постов. К преимуществам многопостовых преобразователей относятся: простота обслуживания, низкая стоимость оборудования, небольшая площадь для размещения оборудования и высокая надежность в эксплуатации.
Балластные реостаты. Балластный реостат служит для ступенчатого регулирования величины сварочного тока. Он состоит из нескольких элементов сопротивления, изготовленных из константановой проволоки с высоким омическим сопротивлением и включенных в сварочную цепь с помощью рубильников.
Схема наиболее распространенного балластного реостата РБ-300 показана на рис. 79. Балластным реостатом РБ-300 сварочный ток регулируется в пределах от 15 до 300 а.
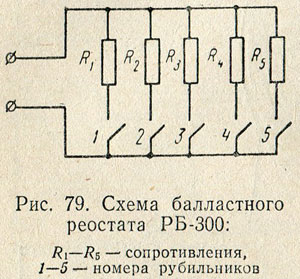
Если для сварки требуется величина тока более 300 а, то следует включать параллельно два балластных реостата. При параллельном соединении двух реостатов сила тока увеличивается в 2 раза, т. е. для двух реостатов РБ-300 максимальный ток будет 600 а.
| предыдущая страница | Содержание | следующая страница |