На главную
§ 39. ТОЧНОСТЬ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ
Общие определения
Отклонения от заданной геометрической формы и расположения поверхностей изготовленной детали возникают в процессе механической обработки, как следствие неточностей и деформаций станка и приспособления, износа режущего лезвия инструмента, деформаций заготовки, а также неравномерности припуска на обработку.
Отклонения от правильной геометрической формы и расположения поверхностей нецилиндрических (призматических или другого сечения) деталей разделяются на отклонения контура сечения от заданного, отклонения поверхностей от прямолинейности и отклонения поверхностей от параллельности и перпендикулярности.
Отклонения от правильной геометрической формы (плоскостности) плоских поверхностей разделяются на выпуклость, вогнутость, волнистость и т. п.
ГОСТ 3457—46 предусмотрено обозначение на чертежах предельных отклонений формы и расположения поверхностей. На рис. 173 даны примеры наиболее часто встречающихся отклонений от заданной формы и расположения поверхностей при фрезерной обработке и обозначения, принятые для предельных отклонений.
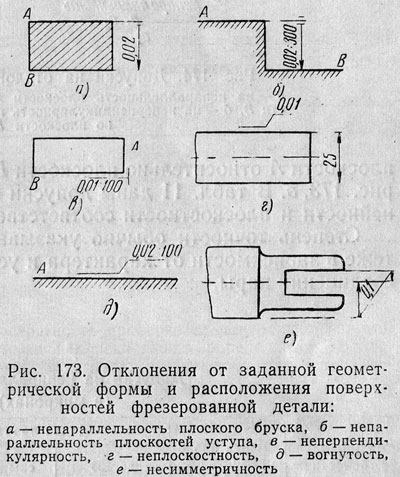
На рис. 173, а, дан пример обозначения допустимого отклонения контура сечения призматического бруска, например шпонки; отклонение от параллельности плоскости А относительно плоскости В не должно превышать 0,02 мм по всей длине. На рис. 173, б видно, что допустимое отклонение от параллельности плоскости А относительно уступа В не должно превышать 0,02 мм на длине 300 мм. На рис. 173, в дан пример обозначения допустимого отклонения от перпендикулярности поверхности В относительно поверхности А: отклонение по угольнику не должно превышать 0,01 мм на 100 мм длины. На рис. 173, г показано, что отклонение от прямолинейности поверхности бруска толщиной 25 мм не должно превышать 0,01 мм на всей длине. Допустимое отклонение от плоскостности (вогнутости и соответственно выпуклости) поверхности А показано на рис. 173, д. Пример обозначения отклонения расположения обработанной поверхности дан на рис. 173, е: отклонение от симметричного расположения паза вилки относительно цилиндра не должно превышать 0,1 мм.
Допускаемые отклонения
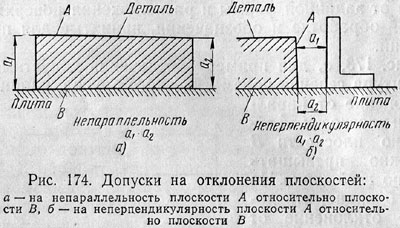
Ниже приводятся принятые в промышленности допуски на отклонения геометрической формы и расположения поверхностей, которые предназначаются для ответственных деталей или узлов и проставляются согласно ГОСТ 3457—46. На рис. 174, а графически, а в табл. 9 в числовых величинах даны допуски на непараллельность плоскости А по отношению к плоскости В, что соответствует схемам рис. 173, а и б. На рис. 174, б даны графически, а в табл. 10 числовые допуски на неперпендикулярность плоскости А относительно плоскости В, что соответствует схемам рис. 173, в. В табл. 11 даны допуски на отклонения от прямолинейности и плоскостности соответственно схемам рис. 173, г и д.
Степень точности обычно указывается конструктором в чертеже в зависимости от характера и условий работы сочленяемых соединений пары.
Таблица 9
Допуски на непараллельность
(в микронах)
| Степень точности | Высота прове- ряемой плос- кости в мм | Длина проверяемой плоскости в мм | |||
| до 100 | свыше 100 до 250 | свыше 250 до 500 | свыше 500 до 1000 | ||
| 1 2 3 | До 100 | 5 10 20 | 10 20 35 | 15 30 60 | 25 45 90 |
| 1 2 3 | Св. 100 до 200 | 10 20 35 | 15 30 60 | 25 50 100 | 40 80 160 |
| 1 2 3 | Св. 200 до 500 | 20 35 75 | 35 60 130 | 60 110 230 | 90 170 350 |
Таблица 10
Допуск на неперпендикулярность
(в микронах)
| Степень точности | Длина проверяемой плоскости в мм | ||
| До 200 | Св. 200 до 400 | Св. 400 до600 | |
| 1 2 3 | 10 20 30 | 15 30 60 | 20 35 70 |
Таблица 11
Допуск на непрямолинейность и неплоскостность
(в микронах)
| Длина проверяемой плоскости в мм | Степень точности | ||
| 1 | 2 | 3 | |
| До 50 св. 50 до 100 св. 100 до 300 св. 300 до 600 св. 600 до 900 св. 900 до 1000 |
10 12 14 16 18 20 | 20 24 26 28 36 40 | 40 60 70 80 90 100 |
Примечание, Если неплоскостность проверяется контрольной плитой на количество пятен, то допустимая неплоскостность определяется количеством пятен в квадрате со стороной 25 мм; для 1-й степени точности не менее 25, для 2-й —не менее 20 и для 3-й — не менее 12.
Первая и вторая степени точности требуют обычно специальных средств обработки, третья степень точности может быть получена при условии чистового фрезерования цилиндрической и торцовой фрезами.