На главную
Глава XV
ФРЕЗЕРОВАНИЕ МЕТОДОМ НЕПОСРЕДСТВЕННОГО ДЕЛЕНИЯ
§ 45. ФРЕЗЕРОВАНИЕ МНОГОГРАННИКОВ
Фрезерование граней набором фрез
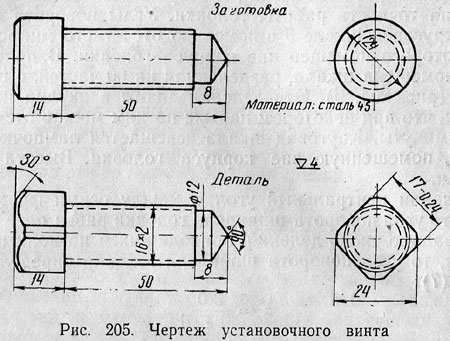
Надо отфрезеровать грани квадратной головки винта (рис. 205) из точеной круглой заготовки. Фрезерование произведем на горизонтально-фрезерном станке в упрощенной делительной головке.
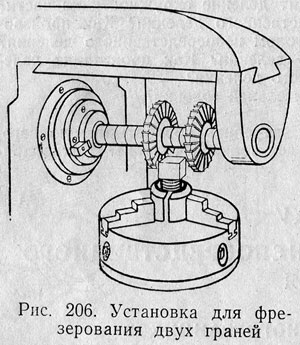
Заготовку закрепляют в трехкулачковом патроне (рис. 206), причем для предохранения резьбы от смятия на нее надевают втулку из листовой латуни или меди толщиной 1—1,5 мм.
Выбор фрезы. Грани фрезеруем набором двух дисковых фрез, для чего на оправку диаметром 27 мм установим две одинаковые дисковые двухсторонние или трехсторонние фрезы диаметром 80 мм, шириной 12 мм, с отверстием диаметром 27 мм.
Материал фрез — быстрорежущая сталь Р18, число зубьев — 18.
Настройка станка на режим фрезерования. Заданы: скорость резания υ = 31,5 м/мин, что соответствует 125 об/мин, и подача 0,03 мм/зуб, что соответствует минутной подаче 67,5 мм/мин. Принимаем s = 63 мм/мин. Настраиваем станок на эти режимы.
Установка набора фрез. При посадке установочных колец на оправку между обеими фрезами надо обеспечить соответствие расстояния между режущими ребрами фрез требуемому расстоянию между противоположными гранями детали (17-0,24 мм). Иногда для этого приходится прокладывать между кольцами или между кольцом и фрезой латунные, медные или бумажные прокладки.
После того как насажена вторая фреза, на оправку надевают остальные кольца и навинчивают гайку. Втулку подшипника надевают на оправку так, чтобы серьгу можно было продвинуть ближе к фрезам (насколько позволяют размеры делительного приспособления).
Обычно для установки на размер двух дисковых фрез приходится затрачивать около 20 мин., а без опыта еще больше. Для ускорения установки на размер набора фрез с расстоянием между ними менее 30 мм рекомендуется применять разрезное установочное кольцо (рис. 207). Во избежание выпадания полукольца при закладке его в момент завинчивания гайки рекомендуется одну сторону обеих половин кольца смазать машинным маслом.
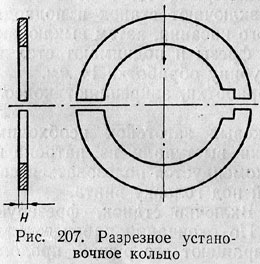
Имея комплект разрезных установочных колец разной толщины, можно производить установку набора фрез без съема их с оправки.
Фрезеровщик-новатор В. А. Горяинов предложил для установки набора фрез регулируемое кольцо (рис. 208), которое также позволяет без съема фрез обеспечить требуемое расстояние между ними. Эта конструкция позволяет производить установку фрез с точностью 0,01 мм. Расстояние между фрезами регулируется поворотом с помощью ключа 5 установочного кольца 6, которое имеет лимб с ценой деления 0,01 мм.
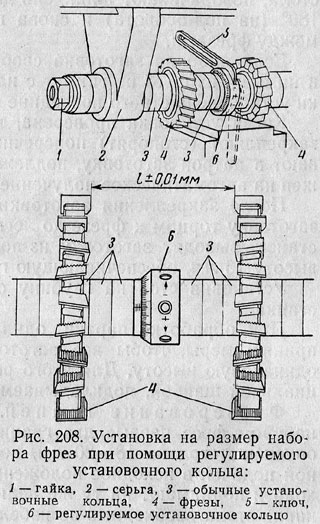
Установка набора фрез по способу В. А. Горяинова занимает всего 2—3 мин.
Когда фрезы закреплены, приступают к окончательной проверке расстояния между режущими ребрами фрез (17-0,24 мм в нашем случае) и положения заготовки относительно набора фрез. Чтобы не портить заготовок, лучше проверку делать на прутке стали или латуни, диаметр которого равен диаметру заготовки. Назовем его пробной заготовкой.
После того как фрезы установлены должным образом и сделан первый проход, т. е. обработаны две противоположные грани пробной заготовки, стол отводят назад продольной подачей стола, поворачивают шпиндель делительного приспособления на 180° (на пол-оборота) и снова пропускают пробную заготовку между фрезами.
Если пробная заготовка свободно пройдет между фрезами и ни одна из фрез не снимет с нее стружку, значит ось заготовки установлена строго посредине между фрезами.
Когда установка проверена, вынимают пробную заготовку, закрепляют (стопорят) поперечные салазки стола и устанавливают в патрон заготовку, подлежащую обработке. Станок налажен на автоматическое получение размера 17_0,24 мм.
После закрепления заготовки включают станок и подводят заготовку торцом к фрезе до легкого касания, затем выключают станок, выводят заготовку из-под фрезы и поднимают стол на высоту 16 мм, обеспечивающую глубину обработки 14 мм.
Установив стол на глубину обработки, закрепляют консоль станка.
При обработке партии одинаковых заготовок необходимо принять меры, чтобы все заготовки выступали из патрона на одинаковую высоту. Для этого рекомендуется пользоваться специальной шайбой, подкладываемой под головку винта.
Фрезерование граней. Включив станок, фрезеруют набором фрез первые две грани. По окончании рабочего хода опускают стол на 18—20 мм, возвращают его ручной продольной подачей в исходное положение для начала следующего прохода и поднимают на ту же величину, т. е. на 18—20 мм. Опускание стола необходимо во избежание подрезания плоскости обработанной грани при обратном ходе стола в исходное положение.
После первого прохода, т. е. после обработки двух граней головки винта, следует произвести деление, т. е. поворот заготовки.
Деление производят поворотом лобового делительного диска на четверть окружности.
После второго прохода заготовка обработана. Таким же образом, производя соответствующий поворот заготовки, можно получать фрезерованием шестигранные, восьмигранные и другие детали.
зМетоды одновременного фрезерования граней набором фрез. Применяя наборы из двух, четырех, шести и более дисковых фрез, можно соответственно увеличить количество одновременно обрабатываемых головок болтов, закрепляемых в многоместном поворотном приспособлении. Такой метод фрезерования граней широко применяется новаторами-фрезеровщиками для увеличения производительности труда. В приспособлении на рис. 209 одновременно закрепляется шесть болтов для фрезерования шестигранников на их головках. Болты устанавливают в разрезных втулках 1 и зажимают рычагами 4, на которые действует плоская пружина 5. Пружину 5 в свою очередь сжимают винты 2 и 6.
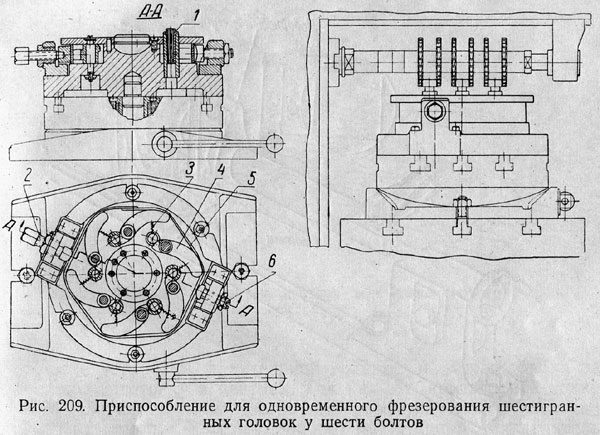
Зажимное устройство устанавливают на делительное приспособление, позволяющее поворачивать заготовку на 30, 45, 60, 90, 120 или 180°, т. е. производить деления на 2, 3, 4, 6, 8 и 12 частей. В данном случае после каждого прохода набором фрез делительное приспособление поворачивают на 60°.
После окончания обработки освобождают винты 2 и 6, пружина 5 отпускает рычаги 4, которые под действием пружинок 3 отходят от обработанных заготовок.
Фрезерование квадрата концевой фрезой
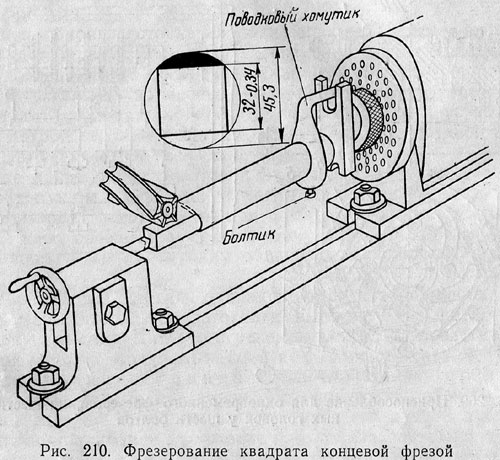
Разберем на примере, как производится фрезерование квадрата с криволинейными заплечиками (грани головки метчика) в центрах делительной головки на горизонтально-фрезерном станке (рис. 210).
Выбор фрезы. Возьмем для фрезерования граней концевую фрезу диаметром 32 мм с коническим хвостовиком, имеющую пять зубьев. Материал фрезы — быстрорежущая сталь Р18.
Настройка станка на режим фрезерования. Заданы: скорость резания υ = 31,5 м/мин, что соответствует 315 об/мин, и подача 0,03 мм/зуб, что соответствует минутной подаче 50 мм/мин. Настраиваем станок на эти режимы.
Подготовка к работе. Для установки на столе фрезерного станка делительной головки и задней бабки необходимо:
1. Установить делительную головку и заднюю бабку фиксирующими сухарями в средний паз стола, предварительно очистив стол и его пазы от стружки и смазав тонким слоем масла плоскости стола и основания делительной головки.
2. Ввести в паз стола крепежные болты для закрепления делительной головки и задней бабки и закрепить их, применяя те же методы затяжки крепежных болтов, как было изложено при закреплении тисков.
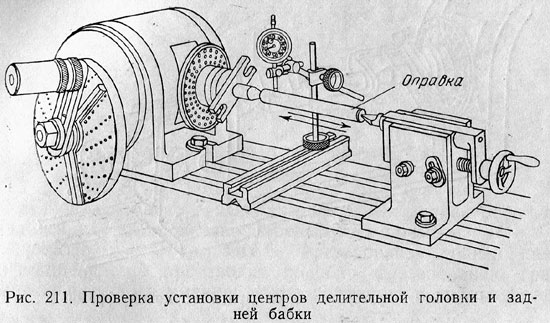
3. Проверить совпадения центров передней и задней бабок. Для этого лучше пользоваться контрольным шлифованным валиком, как показано на рис. 211. Если стрелка индикатора при передвижении вдоль валика даст отклонения не более двух делений шкалы (0,02 мм), то установка центров произведена достаточно точно. При несовпадении центра задней бабки с центром делительной головки необходимо отрегулировать положение заднего центра при помощи установочного винта в колодке, несущей центр задней бабки. Вынуть контрольный валик.
4. Освободить болты, крепящие заднюю бабку, отодвинуть ее от делительной головки на требуемое расстояние по длине заготовки и закрепить болтами к столу.
После установки делительной головки и задней бабки закрепляют заготовку в центрах. Так как от предыдущей токарной обработки заготовка имеет центровые углубления (центры), то при их помощи ее устанавливают между центрами делительной головки и задней бабки, предварительно надев на заготовку паводковый хомутик и поджав его болтиком. Затем вставляют конец хомутика в вырез поводка, как показано на рис. 210,
Фрезу устанавливают обычным способом при помощи переходного конуса (переходной втулки), вставляемого в шпиндель станка и затягиваемого винтом. После этого устанавливают фрезу на глубину резания, равную  .
.
Фрезерование граней. Установив глубину резания, фрезеруют грань с одного прохода, после чего выводят заготовку из-под фрезы, поворачивают шпиндель делительной головки на половину окружности и фрезеруют противоположную грань. Закончив фрезерование двух противоположных граней, проверяют размер предельной скобой 32-0,34 мм.
Если глубина резания была неправильно установлена и размер грани получился больше 32 мм, поднимают стол на половину разницы между полученным размером грани и требуемым и вновь начинают фрезерование, после чего опять проверяют размер полученной грани.
Отфрезеровав на требуемый размер две противоположные грани, поворачивают шпиндель делительной головки на 90° и начинают фрезеровать третью грань, после чего поворотом еще на 180° устанавливают последнюю грань квадрата под фрезу.
Производительность концевой фрезы невелика, и описанный метод фрезерования граней квадрата может быть рекомендован для штучного изготовления, когда время на наладку станка при фрезеровании набором фрез не окупается размером партии изготовляемых деталей.
Так как фрезерование граней представляет собой операцию, подобную фрезерованию плоскости, то ее можно производить также торцовой фрезой (рис. 212).
Фрезерование шестигранника цилиндрической фрезой
У шестигранной гайки из круглой заготовки (рис. 213) надо отфрезеровать грани на горизонтально-фрезерном станке. Обработку будем вести цилиндрической фрезой, закрепив заготовку на оправке в центрах упрощенной головки.
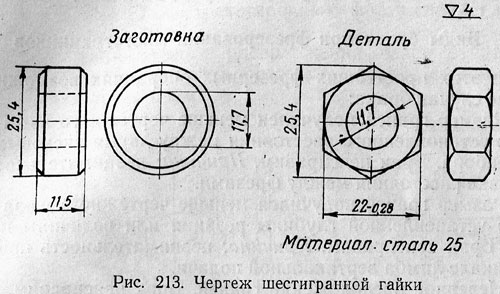
Выбор фрезы. Выберем для обработки граней гайки цилиндрическую фрезу диаметром 63 мм, шириной 63 мм, с числом зубьев 8, материал фрезы — быстрорежущая сталь Р18.
Подготовка к работе. Для закрепления заготовки на оправке надо:
1) закрепить в тисках поводковый хомутик, вставить в хомутик оправку и закрепить ее (рис. 214, а);

2) закрепить в тисках оправку с хомутиком, надеть на оправку четыре заготовки и закрепить гайкой (рис. 214, б).
Установка оправки в центрах передней и задней бабок производится, как было описано в предыдущем примере.
Фрезерование граней. Фрезерование граней цилиндрической фрезой производят подобно фрезерованию граней концевой фрезой, а именно: включив станок, подводят фрезу к заготовке до легкого касания, после чего стол продольной подачей отводят в исходное положение и поднимают на заданную глубину фрезерования, т. е. для нашего случая на 1,7 мм.
Сначала фрезеруют первую и четвертую грани для проверки скобой размера 22С4 (22-0,28 мм), после чего фрезеруют поочередно все остальные грани, поворачивая каждый раз шпиндель делительной головки на четыре деления лобового делительного диска, по кругу на 24 отверстия.
После каждого прохода надо стол опускать и, отведя его в исходное положение, поднимать на ту же величину.
Виды брака при фрезеровании многогранников
При этих простейших фрезерных операциях возможны следующие случаи брака:
1. Размер граней получился меньше чертежного из-за неправильно установленного расстояния между двумя дисковыми фрезами набора. Брак неисправим. Причина: невнимательность при установке расстояния между фрезами.
2. Размер граней получился меньше чертежного из-за неправильно установленной глубины резания или величины подъема стола. Брак неисправим. Причина: невнимательность при отсчете по шкале лимба вертикальной подачи.
3. Неверное расположение граней. Брак неисправим. Причина: невнимательность при отсчете делений по диску.
4. Недостаточная чистота поверхностей обработки. Брак исправим. Причины: тупая фреза, большая подача, нежесткое закрепление заготовки, биение фрезерной оправки, вибрация фрезы, недостаточное охлаждение, стол не был опущен после рабочего хода и фреза задрала обработанную поверхность.