На главную
§ 44. УНИВЕРСАЛЬНЫЕ ДЕЛИТЕЛЬНЫЕ ГОЛОВКИ
Краткое описание головки
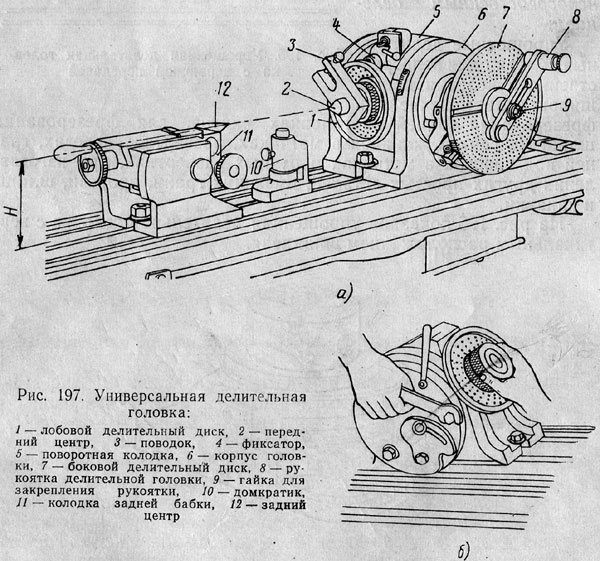
На рис. 197, а показана универсальная делительная головка. Универсальная делительная головка может служить:
а) для установки оси обрабатываемой заготовки под требуемым углом относительно стола станка (горизонтально, вертикально, наклонно);
б) для периодического поворота заготовки вокруг ее оси на определенные углы (деление на равные и неравные части);
в) для непрерывного вращения заготовки при фрезеровании винтовых канавок (спиралей).
Все типы универсальных делительных головок независимо от их конструкции имеют червячную передачу, при помощи которой поворачивается шпиндель головки. В переднем конце шпинделя имеется коническое гнездо, в которое может быть вставлен передний центр 2. В этом случае на центр надевают поводок 3, который служит для захвата обрабатываемой заготовки. Снаружи передний конец шпинделя снабжен резьбой, на которую может быть навинчен трехкулачковый патрон.
Колодка 5 делительной головки, несущая шпиндель, может быть повернута вокруг корпуса 6 на любой угол в пределах от 0 до 10° вниз и от 0 до 100° вверх по градусной шкале на колодке и закреплена в выбранном положении. На рис. 197, б показано, как производится освобождение болтов поворотной колодки, расположенных с правой стороны делительной головки.
Для отсчета угла поворота шпинделя головки, т. е. для деления, служат делительные диски.
Лобовой делительный диск 1 насажен на шпиндель головки, угол его поворота соответствует углу поворота шпинделя. Лобовым делительным диском универсальной делительной головки можно пользоваться для непосредственного деления подобно делительным головкам, показанным на рис. 193— 196.
Универсальная делительная головка УДГ-100 имеет 24 отверстия на лобовом диске и позволяет производить деление на 2, 3, 4, 6, 8, 12 и 24 части; универсальная делительная головка УД Г-160 имеет лобовой диск с тремя рядами отверстий (24, 30 и 36 отверстий) и позволяет производить деление на 2, 3, 4, 5,.6, 8, 10, 12, 15, 18, 24, 30 и 36 частей.
Универсальные делительные головки УДГ-100, УДГ-135 и УДГ-160 изготовляет Ленинградский завод делительных головок. Буквы УДГ обозначают—универсальная делительная головка, а цифры 100, 135 и 160 — высота Н центров головки (рис. 197).
Число промежутков между отверстиями выбранного делительного круга (так сокращенно будем впредь называть выбранный ряд отверстий на делительном диске), пропускаемых при повороте Шпинделя головки, рассчитывается по формуле:

где а — число отверстий выбранного круга лобового диска;
z — заданное число делений.
Пример 8. На сколько промежутков между отверстиями делительного круга с 36 отверстиями следует повернуть шпиндель головки при фрезеровании шести граней?
По формуле (6):
Универсальная делительная головка УДГ-135 имеет лобовой диск, градуированный на 360°, с ценой деления 1°,
Для этой головки, если задан центральный угол α (рис. 198, а) между осями фрезеруемых или проверяемых граней или канавок, то угол поворота шпинделя равен α.
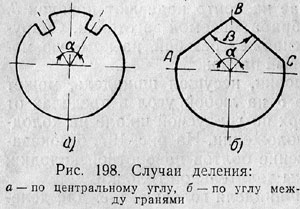
Если задан угол β между плоскостями АВ и ВС (рис. 198 б), то угол поворота шпинделя головки α определяется по формуле α = 180°— β.
Если задано число делений z, приходящееся на полный оборот детали, то угол поворота шпинделя головки для каждого деления определяют по формуле:

При каждом следующем повороте шпинделя и отсчете, соответствующем положению шпинделя до поворота, следует прибавлять величину α.
На Делительные головки УДГ-100 и УДГ-160, начиная с 1958 г., ставят лобовой делительный диск, градуированный на 360°, подобно головке УДГ-135.
Пример 9. Требуется профрезеровать в заготовке 4 грани на делительной головке УДГ-135. Определить положение шпинделя при фрезеровании каждой грани.
По формуле (7):
Если положение граней не связано с какими-либо поверхностями обрабатываемой заготовки, то при фрезеровании первой грани следует установить шпиндель головки на нулевое деление лобового диска. Отсчеты должны быть такими;
при фрезеровании 1-й грани
0°;
при фрезеровании 2-й грани
0°+90°=90°;
при фрезеровании 3-й грани
90°+90°=180°;
при фрезеровании 4-й грани
180°+90°=270°.
Проверка: 270°+90°= 360°.
Боковой делительный диск 7 (см. рис. 197) имеет несколько концентрических окружностей (кругов) с отверстиями.
Головки УДГ-135 и УДГ-160 имеют один делительный диск, у которого с обеих сторон расположено по одиннадцати кругов с несквозными отверстиями. С одной стороны диска расположены круги, имеющие 24, 25, 28, 30, 34, 37, 38, 39, 41, 42 и 43 отверстия, с другой стороны — 46, 47, 49, 51, 53, 54, 57, 58, 59, 62 и 66 отверстий. При работе с головкой этого типа необходимо пользоваться то одной, то другой стороной диска, для чего его снимают с валика и закрепляют нужной стороной.
Головка УДГ-100 имеет два делительных диска с несквозными отверстиями. У первого диска с одной стороны расположены круги, имеющие 24, 25, 28, 30, 34 и 37 отверстий, с другой стороны — 38, 39, 41, 42 и 43 отверстия. У второго диска соответственно: 46, 47, 49, 51, 53 и 54 отверстия и 57, 58, 59, 62 и 66 отверстий.
С 1958 г. на все делительные головки Ленинградского завода ставятся диски со следующими рядами отверстий: 16, 17, 19, 21, 23, 29, 30, 31 на одной стороне и 33, 37, 39, 41, 43, 47, 49 и 54 на другой стороне.
Делительные диски, прилагаемые к делительным головкам УДГ-100, УДГ-135 и УДГ-160, допускают деление на все части от 2 до 60, от 60 до 120 — только на все четные и кратные 5, свыше же 120 и до 400 — только на некоторые числа.
Рукоятка 8 (.см. рис. 197) имеет запорный штифт (защелку), входящий в отверстие делительного диска. Для установки штифта против требуемого ряда отверстий головка может быть переставлена по прорези и закреплена в нужном положении гайкой 9.
К нижней плоскости основной плиты делительной головки привинчены шпонки, входящие в паз стола станка. Эти так называемые фиксирующие сухари устанавливают положение делительной головки строго параллельно пазам стола и перпендикулярно шпинделю станка.
Центр 12 (см. рис. 197) задней бабки можно перемещать в продольном направлении для закрепления заготовок. Колодка 11, несущая задний центр, допускает установку в вертикальном направлении, а также под различными углами к горизонтали.
Нижняя плоскость основания задней бабки также имеет фиксирующие сухари, соответствующие размерам паза стола фрезерного станка, подобно делительной головке.
При фрезеровании длинных тонких валиков во избежание прогиба их подпирают домкратиком 10.
Принцип деления при помощи боковых делительных дисков понятен из рис. 199, где схематически показаны'шпиндель универсальной делительной головки с надетым червячным колесом и вал делительного диска с червяком, сцепляющимся с червячным колесом. При вращении рукоятки вокруг неподвижного делительного диска вращается вал с червяком, который через червячное колесо вращает шпиндель делительной головки.
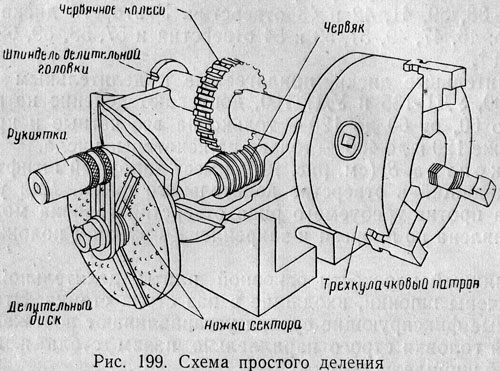
Так как в отечественных универсальных делительных головках червячное колесо имеет 40 зубьев, а червяк однозаходный, то для одного полного оборота шпинделя делительной головки надо рукоятке (червяку) сообщить 40 оборотов.
Метод деления, когда отсчет производится по неподвижному делительному диску, а деление происходит при помощи рукоятки, связанной со шпинделем делительной головки через червячную передачу, называют простым делением.
Правила простого деления
Число оборотов рукоятки, которое необходимо произвести, чтобы шпиндель делительной головки повернулся на один оборот называется характеристикой делительной головки. Головки УДГ-135 и УДГ-160 имеют характеристику, равную 40. Существуют головки, имеющие характеристику 30 или 60. Характеристика делительной головки обозначается буквой N.
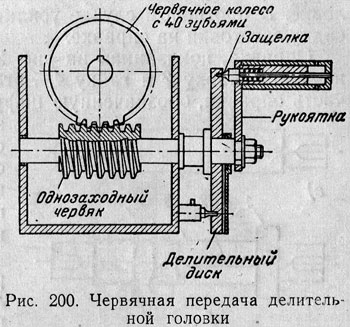
Для полного оборота червячного колеса и связанного с ним шпинделя делительной головки (рис. 199 и 200) надо сделать рукояткой 40 оборотов; для полоборота, т. е. для деления окружности на две части, надо сделать 20 оборотов; для 1/4 оборота, т. е. для деления на четыре части,— 10 оборотов и т. д.
В виде формулы это выражается так:

где n — число оборотов рукоятки;
N - характеристика делительной головки;
z — число делений фрезеруемой заголовки.
Подставляя вместо N обычную характеристику делительной головки, равную 40, получим:

Формулой (86) обычно пользуются при простом делении для определения количества оборотов рукоятки делительной головки.
Для облегчения отсчета по делительному диску необходимого количества отверстий имеется подвижной сектор (см. рис. 199), состоящий из двух раздвижных ножек и винта, скрепляющего их.
Приспособление для закрепления заготовок, фрезеруемых в делительных головках
Заготовки, фрезеруемые при помощи делительных головок, могут быть в зависимости от их конструкции закреплены одним из следующих способов:
а) в центрах делительной головки и задней бабки;
б) на оправках, устанавливаемых в центрах делительной головки и задней бабки;
в) на оправках, устанавливаемых в коническом гнезде шпинделя делительной головки;
г) в трехкулачковом патроне, навернутом на резьбовой конец шпинделя делительной головки.
Длинные заготовки типа валиков устанавливаются в центрах делительной головки и задней бабки при помощи центровых гнезд, имеющихся с обоих торцов заготовки.
Заготовки типа дисков и втулок надеваются на оправки, которые устанавливаются в центрах делительной головки и задней бабки, или на оправки, устанавливаемые в коническое гнездо шпинделя делительной головки.
На рис. 201 показаны оправки, применяемые для закрепления заготовок при обработке их с помощью делительной головки.
На рис. 201, а показана оправка, представляющая гладкий валик, средняя часть которого выполнена с небольшим конусом.
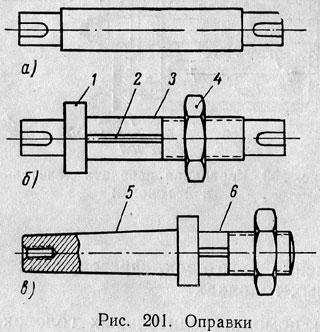
Заготовка, насаженная на такую оправку, удерживается на ней только трением. Валик имеет с обеих сторон центровые отверстия, которыми он устанавливается между центрами делительной головки и задней бабки. При установке оправки с надетой на нее заготовкой надо располагать ее между центрами так, чтобы уширенная часть конуса была обращена к делительной головке. В противном случае усилие резания будет ослаблять посадку заготовки на оправке.
Оправка, показанная на рис. 201, б, имеет заплечик 1, шпоночную канавку 2 и гайку 4. Заготовка надевается а гладкую часть оправки, обозначенную цифрой 3 и выполненную по скользящей посадке, и закрепляется на ней гайкой 4. В случае очень больших усилий, возникающих при фрезеровании, заготовка может быть поставлена на шпонке.
Оправка, показанная на рис. 201, в, служит для закрепления заготовок, при фрезеровании которых не применяется задний центр. Эта оправка вставляется коническим хвостовиком 5 в коническое гнездо шпинделя делительной головки (вместо центра) и затягивается специальным винтом — затяжкой 1 (рис. 202, а).
Заготовки закрепляются на цилиндрической части 6 оправки (рис. 201, в) так же, как и на оправке, показанной на рис. 201, б.
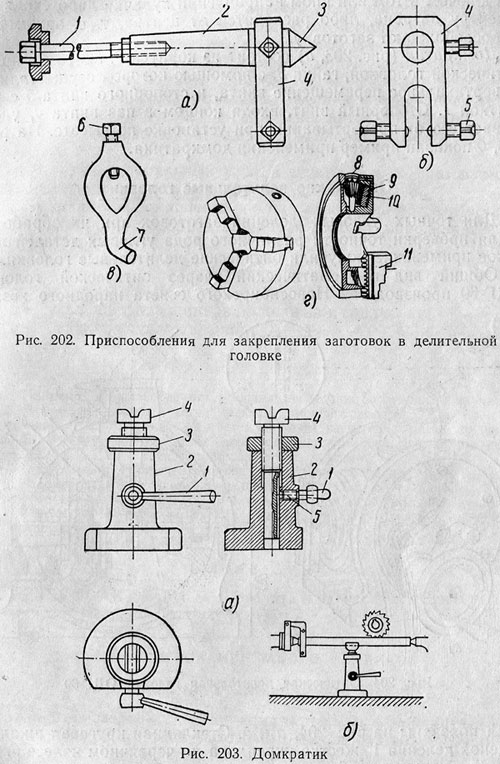
На рис. 202 показаны приспособления, применяемые при установке заготовок в делительной головке.
Центр 3 с поводком 4 (рис. 202, а) вставляется хвостовиком 2 в гнездо шпинделя делительной головки. Поводок 4 показан отдельно на рис. 202, б.
Винт— затяжка 1 для центра или конической оправки (рис, 202, а) вставляется в задний конец шпинделя головки и нарезанным концом ввинчивается в хвостовик центра оправки.
Хомутик, надеваемый на заготовку или оправку, показан нз рис. 202, в. Его загнутый конец 7 входит в паз поводка и закрепляется в нем прижимными болтами 5 (рис. 202, б). Болтом 6 хомутик закрепляется на заготовке.
Часто для закрепления обрабатываемой заготовки применяют трехкулачковый патрон (рис. 202, г), который навертывают на передний конец шпинделя делительной головки. Для зажима заготовки торцовым ключом через маленькое коническое зубчатое колесо 8 вращают большое коническое зубчатое колесо 10.
Так как на обратной стороне колеса 10 имеется поперечная спиральная нарезка 9, по которой передвигаются три кулачка 11, имеющие соответствующую спиральную резьбу, то при вращении ключом в том или ином .направлении кулачки либо сходятся к центру патрона, либо расходятся от центра, т. е. зажимают или освобождают заготовку.
Домкратик (рис. 203, а) состоит из корпуса 2, винта 4 с призматической головкой, гайки 3, с помощью которой осуществляется вертикальное перемещение винта, и стопорного винта 5 с рукояткой 1. Стопорный винт, входя концом в паз винта 4, удерживает его от провертывания при установке по высоте. На рис, 203, б показан пример применения домкратика.
Оптические делительные головки
Для точных угловых делений заготовок при их обработке и для проверки точности различного рода угловых деталей широкое применение получили оптические делительные головки.
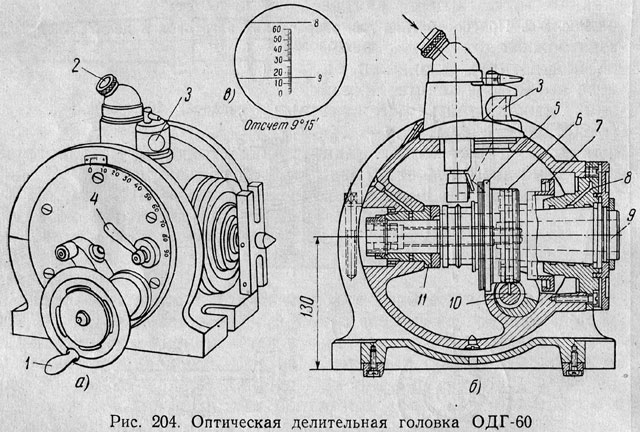
Общий вид и схематический разрез оптической головки ОДГ-60 производства Новосибирского совета народного хозяйства показаны на рис. 204, а и б. Стеклянная круговая шкала 5 с ценой деления 1° жестко укреплена на червячном колесе 6, надетом на шпиндель 9 головки, вращающейся в двух подшипниках 8 и 11. Червячное колесо 6 приводится во вращение червяком 10, связанным с маховичком 1. Червячное колесо 6 может быть застопорено в любом положении рукояткой 4, связанной с прижимной шайбой 7. Червяк 10 и червячное колесо 6 служат только для поворота шпинделя, и погрешности их не оказывают влияния на точность работы головки. Углы поворота отсчитывают по круговой шкале 5 с помощью отсчетного микроскопа 2, окуляр которого помещен вне корпуса головки. В поле зрения окуляра помещена шкала, разделенная на 60 частей, с ценой деления 1' (рис. 204, в). Эти деления видны в окуляр настолько крупными, что при некотором навыке по ним можно отсчитывать четверти минуты. Круговая шкала освещается лампочкой через призму 3, помещенную вне корпуса головки. Высота центров Н = 130 мм.
Если задан центральный угол α между осями фрезеруемых канавок, то угол поворота шпинделя головки равен α.
Если задано число делений, приходящихся на полный оборот заготовки, то угол поворота шпинделя головки определяется по формуле (7):

где α — угол поворота шпинделя головки в градусах;
z — заданное число делений.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. На каких приспособлениях производят деление окружности на части?
2. В чем заключается метод непосредственного деления? Как производят деление на 2, 3, 4, 6, 8, 12 частей методом непосредственного деления?
3. В чем заключается метод простого деления? Как производят деление на 2, 4, 8, 10, 20 частей методом простого деления?
4. Что называется характеристикой делительной головки?
5. Напишите формулу простого деления.
6. Как или какими способами можно закрепить обрабатываемую заготовку, в делительном приспособлении или делительной головке? Какие приспособления нужны для этого?