На главную
§ 64. ФРЕЗЕРНЫЕ СТАНКИ 6М82, 6М82Г и 6М12П
В главе II были разобраны узлы и органы управления горизонтально-фрезерного станка 6М82Г (см. рис. 26) и вертикально-фрезерного станка 6М12П (см. рис. 27) и даны основные сведения, характеризующие числа оборотов шпинделя и скорости перемещения стола, а равно указаны назначения рукояток для настройки коробки скоростей и коробки подач (см. рис. 28). Теперь ознакомимся более подробно с механизмами станков этой размерной гаммы, выпускаемых Горьковским заводом фрезерных станков с 1961 г.
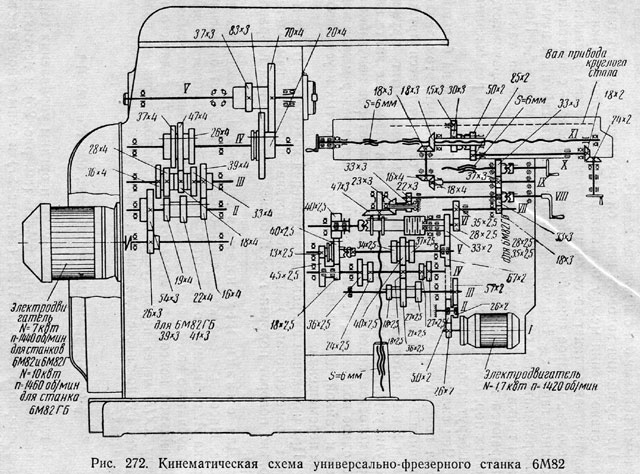
На рис. 272 дана кинематическая схема универсально-фрезерного станка 6М82, полностью соответствующая схеме горизонтально-фрезерного станка 6М82Г; на схеме зубчатые колеса обозначены числом зубьев и модулем колеса.
Станки второй размерной гаммы имеют две раздельные кинематические цепи — цепь главного движения и цепь подач стола.
Цепь главного движения
Шпиндель получает вращение от фланцевого электродвигателя мощностью 7 квт, с 1440 об/мин через упругую соединительную муфту и зубчатые колеса механизма пятиваловой коробки скоростей, сообщающие шпинделю 18 различных чисел оборотов в пределах от 31,5 до 1600 об/мин.
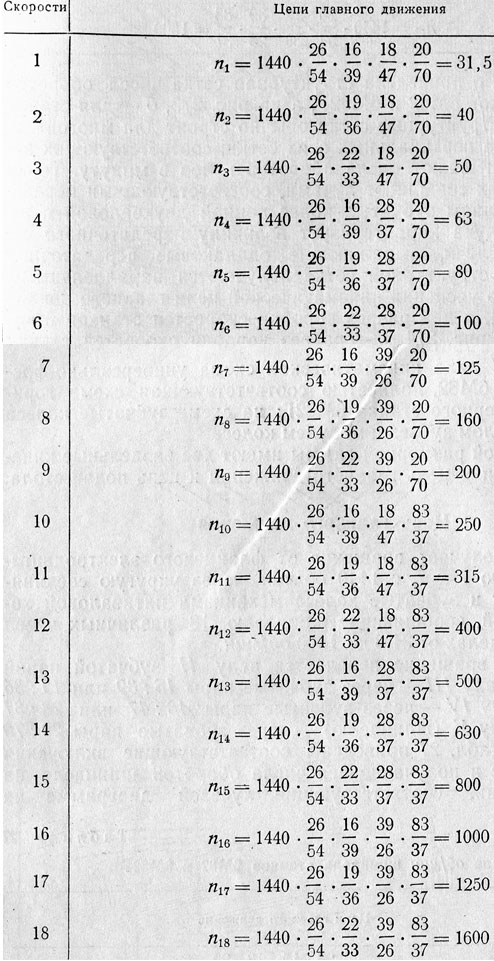
От вала I вращение передается валу II зубчатой парой 26 : 54, далее валу III — через зубчатые пары 16 : 39 или 19 : 36 или 22 : 33, валу IV — через зубчатые пары 18 : 47 или 28 : 37 или 39 : 26, валу V (шпинделю) — через зубчатые пары 20 : 70 или 83 : 37. В табл. 27 приведены соответствующие включения зубчатых колес и получающиеся числа оборотов шпинделя на каждой ступени, соответствующие лучевой диаграмме на рис. 54.
Таблица 27
Числа об/мин шпинделя станков 6М82 и 6М82Г
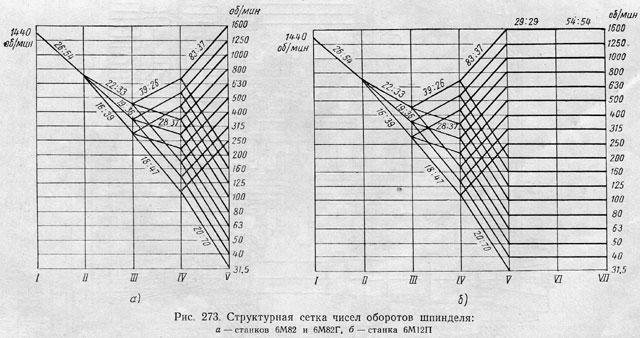
На рис. 273, а приведена структурная сетка чисел оборотов шпинделя станков 6М82 и 6М82Г, а на рис. 273, б — для станка 6М12П. Такие структурные сетки обычно строят для многоваловых передач. На вертикальных осях сетки, соответствующих валам, точками отмечают числа оборотов валов в минуту. Точки на соседних осях соединяют лучами, соответствующими передаточным отношениям зубчатых колес данной двухваловой передачи. Наклон луча характеризует величину передаточного отношения; все лучи, выражающие одинаковые передаточные отношения, на структурной сетке получаются параллельными.
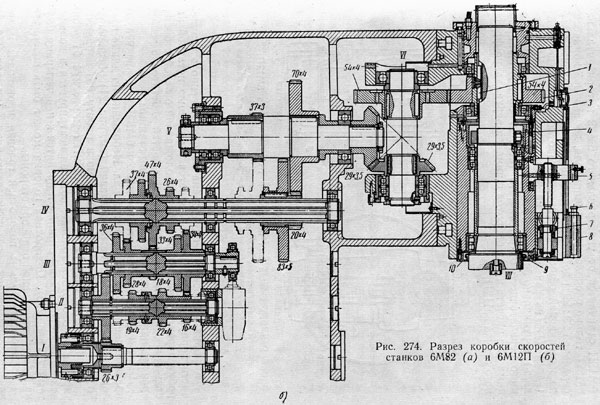
Для лучшего уяснения кинематической цепи главного движения на рис. 274, а дан разрез коробки скоростей станков 6М82 и 6М82Г, а на рис. 274, б — разрез коробки скоростей станка 6М12П. Как видно из рисунков, вертикально-фрезерный станок 6М12П отличается от универсального 6М82 и горизонтального 6М82Г только расположением шпинделя, добавочной конической передачей 29 : 29 и добавочной цилиндрической передачей 54 : 54, не изменяющей общего передаточного отношения к шпинделю (вал VII). Так как передача на вертикальный вал VII (шпиндель) вертикально-фрезерного станка 6М12П не изменяет общего передаточного отношения, то табл. 27 полностью применима для расчета чисел оборотов шпинделя вертикально-фрезерного станка 6М12П.
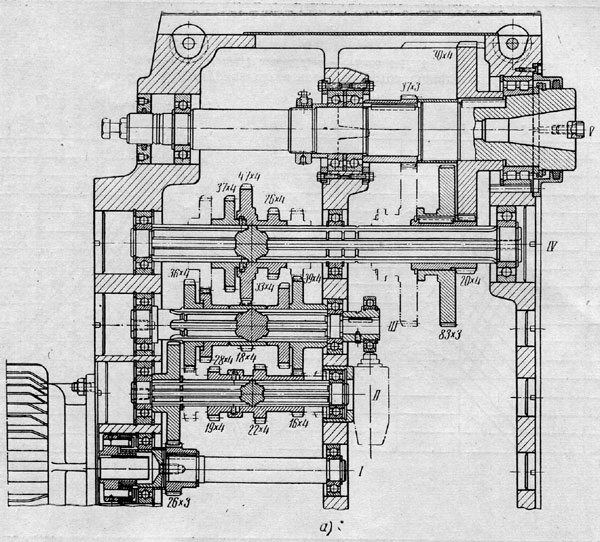
Коробка скоростей смонтирована непосредственно в верхней части корпуса станины и управляется с помощью вставной коробки переключения скоростей, расположенной с левой стороны станины. Для осмотра коробки скоростей достаточно снять крышку, находящуюся с правой стороны станины.
Шпиндель (вал V) станков 6М82 и 6М82Г (см. рис. 274, а) представляет собой трехопорный вал. Небольшие по длине пролеты и значительный диаметр сечений (см. рис. 21) обеспечивают необходимую жесткость шпинделю и работу без вибраций.
Шпиндель (вал VII) станка 6М12П (см. рис. 274, б) смонтирован в поворотной головке, которая центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами 1 (рис. 275). Поворотная головка может быть повернута на 45° от вертикальной оси в обе стороны.
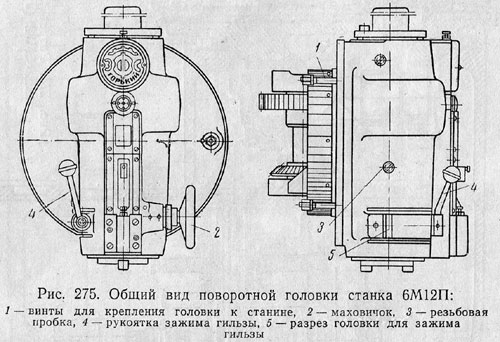
Выдвижение гильзы поворотной головки производят маховичком 2. Маховичок через коническую пару 7 (см. рис. 274, б) и винт с гайкой связан с кронштейном 5, закрепленным на гильзе. На валике маховичка 2 (рис. 275) закреплен лимб, цена деления которого 0,05 мм. За полный оборот маховичка гильза выдвигается на 4 мм.
В кронштейне 5 (рис. 274, б) предусмотрено отверстие и винт для закрепления индикатора, а к корпусу поворотной головки привинчен кронштейн 8 с регулируемым упором 6 для настройки перемещения гильзы.
Для увеличения жесткости шпинделя во время работы предусмотрен зажим рукояткой 4, которая стягивает корпус поворотной головки, имеющей разрез 5 (рис. 275).
Вращение шпинделю (валу VII) передается от коробки скоростей через коническую и цилиндрическую передачи (см. рис. 274, б). Цилиндрическое зубчатое колесо 2 закреплено на втулке, смонтированной на шарикоподшипниках и имеющей шпонку, которая входит в шпоночный паз шпинделя.
Вал VI станка 6М12П смонтирован на одном радиальном и двух радиально-упорных шарикоподшипниках. Радиально-упорные шарикоподшипники расположены во фланце и стянуты шайбой, которая крепит фланец к поперечной стенке станины. Зазор в радиально-упорных подшипниках регулируется подшлифовкой промежуточных колец. Сцепление конического зубчатого колеса регулируется путем осевого перемещения всего вала VI винтами, ввернутыми во фланец (рис. 274, б).
Вал V смонтирован также на одном радиальном и двух радиально-упорных шарикоподшипниках. Регулирование зазора производится подтягиванием гайки с левого торца вала V.
Вал IV коробки скоростей у всех трех станков этой гаммы, т. е. 6М82, 6М82Г и 6М12П (рис. 274, а и б), для большей жесткости расположен на трех опорах.
Валы II, III и IV — шлицевые для возможности передвижения зубчатых блоков.
Как указывалось ранее, в коробках скоростей этих станков механизм переключения скоростей является самостоятельным узлом (рис. 276). На корпусе механизма переключения скоростей расположен лимб 1 из пластмассы, на котором нанесены значения всех 18 чисел оборотов шпинделя, стрелка указатель и кнопочная станция 2 с переключателем освещения и кнопками: «пуск шпинделя», «стоп шпинделя», «толчок шпинделя», «быстро стол». С нижней стороны коробки переключения находится рукоятка 3.
Скорости переключаются следующим образом:
1) рукоятку 3 опускают вниз, при этом ее шип выводится из фиксирующего паза, и отводят на себя до отказа;
2) поворачивают лимб 1 вправо или влево до совпадения выбранного числа оборотов шпинделя со стрелкой-указателем; при этом щелчок фиксатора указывает, что лимб установлен в заданном положении;
3) нажимают кнопку «толчок», что дает кратковременный импульс на электродвигатель привода шпинделя для провертывания зубчатых колес коробки скоростей, во избежание того, чтобы торцы зубьев блоков колес не уперлись друг в друга при переключении скооостей;
4) досылают плавным движением рукоятку 3 в первоначальное положение, при этом она обязательно должна быть заперта шипом в фиксирующем пазу.
При этих операциях с рукояткой и лимбом блоки зубчатых колес коробки скоростей перемещаются и устанавливаются в положениях, соответствующих выбранному числу оборотов шпинделя.
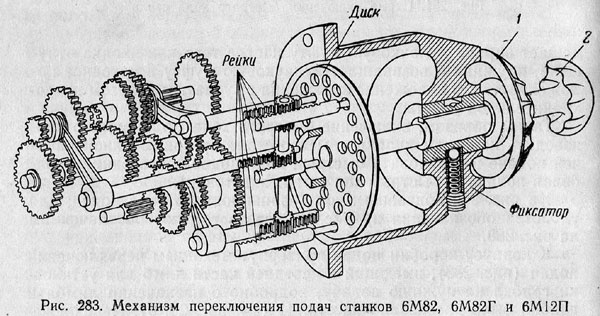
Работа механизма (рис. 276) заключается в следующем. На оси 17 рукоятки 3 насажен зубчатый сектор 18 (показан пунктиром), перемещающий рейку 13. На валике 15, являющемся продолжением рейки 13, заштифтована вилка 16. Вилка 16 охватывает шейку детали 10, заштифтованной на валике 11, перемещающемся в продольном направлении. На правом конце валика 11 насажен диск 14, а левый конец валика связан шпонкой с коническим зубчатым колесом 8, оцепленным с коническим зубчатым колесом 9. Хвостовик колеса 9 посредством фиксирующего кольца 19 жестко соединен с лимбом 1.
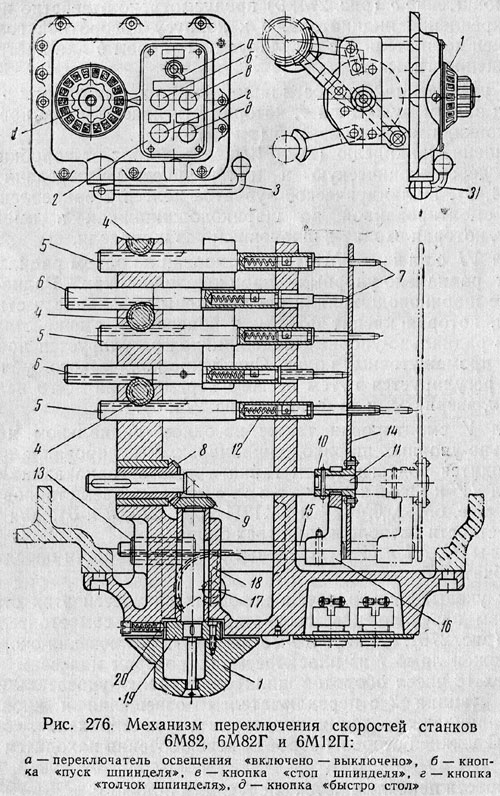
В диске 14 просверлены отверстия, каждое из которых соответствует положению блоков зубчатых колес для того или иного числа оборотов шпинделя. В отверстия входят штифты 7, которые сидят в торцах реек 6 и 5. Рейки свободно перемещаются в продольном направлении и поворачивают при этом сцепленные с ними зубчатые колеса 4.
Таким образом, при повороте на себя рукоятки 3 зубчатый сектор 18 перемещает рейку 13 и диск 14 вправо (показано пунктиром на рис. 276); при этом величина перемещения диска рассчитана так, чтобы он полностью освободился от находящихся в его отверстиях штифтов 7.
При повороте лимба 1 поворачивается диск 14. Когда цифра, отвечающая выбранной скорости, займет положение против стрелки-указателя, соответствующее сочетание отверстий диска 14 окажется против штифтов 7. Фиксация лимба 1 в установленном положении производится фиксатором 20. При повороте рукоятки 3 в первоначальное положение диск 14 переместится влево. При этом те штифты 7, которые заняли положение не против отверстий, упираясь в торцы диска, перемещают рейки 6 влево, а рейки 5 вправо или наоборот. Это перемещение передается системе вилок, связанных с блоками зубчатых колес, и устанавливает колеса в тех положениях, которые отвечают выбранной скорости шпинделя.
В торцовые отверстия реек 5 и б заложены пружины 12, развивающие усилие 5—10 кГ. Пружины, сжимаясь в случае попадания зуба на зуб, смягчают удар переключаемых колес. При попадании зуба во впадину пружина разжимается и заставляет быстрее заскочить зубья одного колеса во впадины другого.
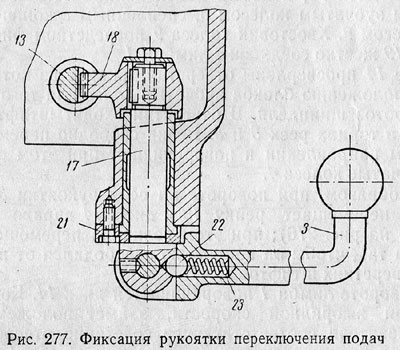
Рукоятка 3 во включенном положении (рис. 277) удерживается за счет пружины 23 и шарика 22; при этом шип рукоятки входит в паз кольца 21. На рис. 277 все детали имеют нумерацию, аналогичную рис. 276.
Для большей наглядности на рис. 278 приведены: схема работы механизма переключения скоростей и три возможных положения одной пары штифтов А и Б (обозначенных на рис. 276 цифрой 7).
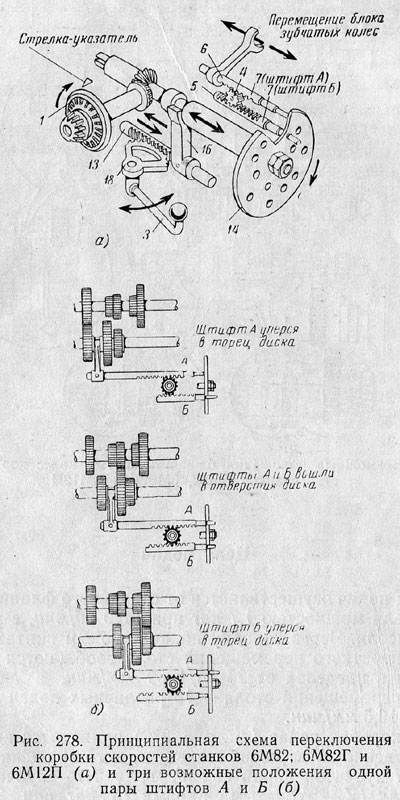
На рис. 278, а схематически повторен механизм переключения скоростей, показанный на рис. 276. Поворот рукоятки 3 «на себя» вызывает перемещение при помощи зубчатого сектора 18 рейки 13, а через нее вилки 16 вправо вместе с диском 14. Это освобождает пару штифтов 7 (А и Б), взаимно связанных друг с другом (через рейки 5; 6 и зубчатое колесо 4) и входящих в соответствующие отверстия диска 14. При повороте лимба 1 и
установке против стрелки-указателя соответствующей цифры на лимбе диск поворачивается так, что против штифтов А и Б оказываются либо отверстия, либо сплошная поверхность торца диска. Поворотом рукоятки 5 «от себя» диск 14 становится на свое место, а штифты А и Б займут одно из трех положений, показанных на рис. 278, б, и поставят при помощи вилки передвижной блок зубчатых колес в одно из трех возможных положений. Так как в коробке скоростей имеются один двойной и два тройных зубчатых блока, то для их перемещения необходимы три вилки и три пары штифтов А и Б.
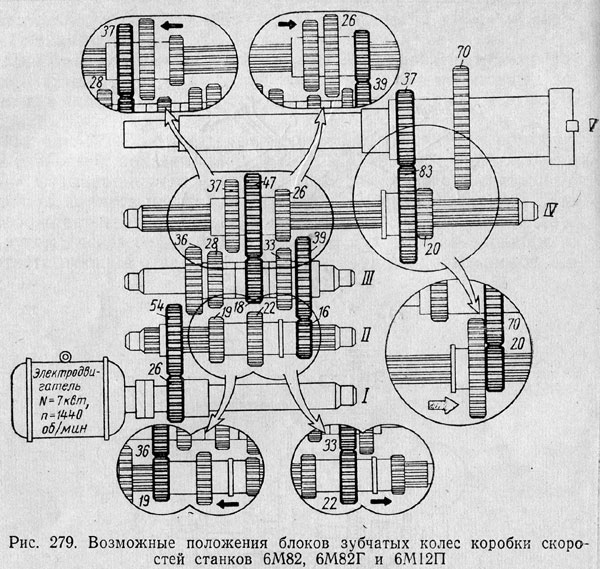
На рис. 279 показаны возможные положения блоков зубчатых колес коробки скоростей, соответствующие 18 ступеням чисел оборотов шпинделя (табл.27).
Цепь подач
Привод подач осуществляется от отдельного фланцевого электродвигателя мощностью 1,7 квт при 1420 об/мин, смонтированного в консоли. Через коробку подач ходовым винтам продольного и поперечного перемещений стола сообщаются 18 различных подач в пределах от 25 до 1250 мм/мин, а винту вертикального перемещения стола — 18 различных подач в пределах от 8,3 до 416,6 мм/мин.
Вал I коробки подач (см. рис. 272) приводится во вращение непосредственно электродвигателем; от него вращение передается валу II зубчатой парой 26 : 50, валу III — зубчатой парой 26 : 57, валу IV — зубчатыми парами 18 : 36, или 27 : 27, или 36 : 18, валу V — зубчатыми парами 18 : 40, или 21 : 37, или 24 : 34 и далее валу VI через перебор 13 : 45 — 18 : 40 или непосредственной зубчатой передачей 40 : 40.
С вала VI движение передается:
а) винту продольной подачи стола — по цепи 28 : 35; 18 : 33; 33 : 37; 18: 16 и 18 : 18;
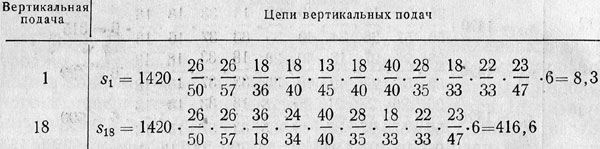
б) винту поперечной подачи стола — по цепи 28 : 35; 18 : 33; 33 : 37 и 37 : 33; в) винту вертикальной подачи стола — по цепи 28 : 35; 18 ; 33; 22 : 33 и 23 : 47. В табл. 28 приведены возможные включения зубчатых колес для осуществления 18 различных продольных подач. Поперечные подачи имеют те же значения, вертикальные подачи — в три раза меньшие. В табл. 29 приведены включения зубчатых колес для двух крайних значений поперечных подач S1 и S18, а в табл. 30 — для двух крайних значений вертикальных подач S1 и S18.
Таблица 28
Продольные подачи стола станков 6М82, 6М82Г и 6М12П в мм/мин
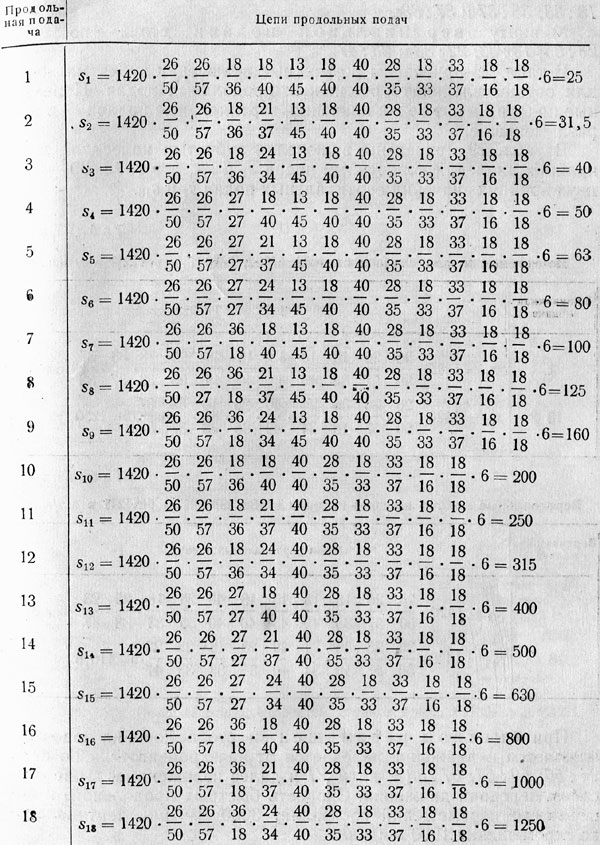
Таблица 29
Поперечные подачи салазок станков 6М82, 6М82Г и 6М12П в мм/мин
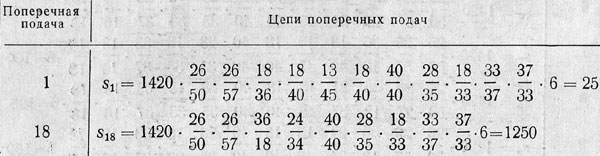
Таблица 30
Вертикальные подачи консоли станков 6М82, 6М82Г и 6М12П в мм/мин
При быстром перемещении стола коробка подач отключается и движение передается от электродвигателя по цепи 26 : 50; 50 : 67; 67 : 33 к валу VI и далее изложенным выше способом передачи движения. Скорость быстрых продольного и поперечнрго перемещений составляет 3000 мм/мин, вертикального перемещения 1000 мм/мин.
Коробка подач является самостоятельным узлом, монтируемым с левой стороны консоли. Она одинакова для всей гаммы станков — 6М82, 6М82Г и 6М12П.
Для лучшего понимания кинематической схемы цепи подача на рис. 280 приводится разрез коробки подач.
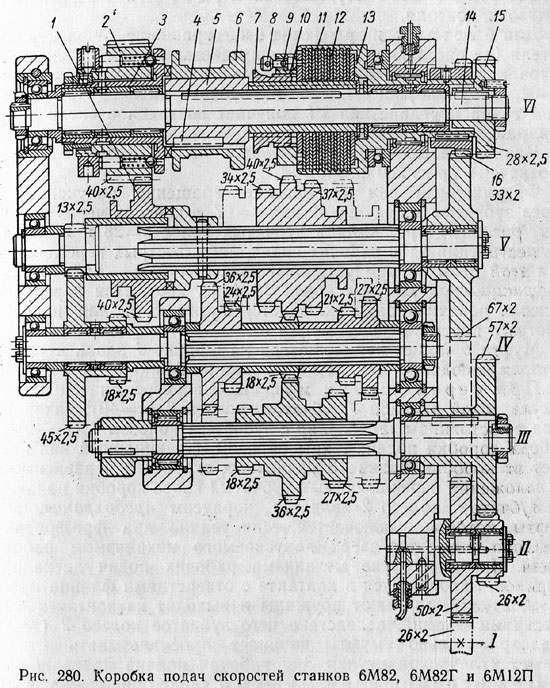
На рис. 280 дана развертка коробки подач, причем обозначения валов и зубчатых колес соответствуют схеме на рис. 272.
Разверткой называется условное изображение узла или механизм», при котором находящиеся в разных плоскостях детали развертывают на одной плоскости чертежа.
От электродвигателя (на рис. 280 не показан) через зубчатое колесо z = 26 вращение передается на вал II при помощи зубчатого колеса z = 50, а от него через зубчатые колеса 26 : 57 на вал III, затем при помощи блоков зубчатых колес на валы IV, V и VI. Вал VI получает 18 различных чисел оборотов — от 10 до 480 об/мин — для осуществления рабочих подач стола, салазок и консоли.
Для быстрых перемещений вращение от электродвигателя (на рис. 280 не показан) передается на вал VI через зубчатое колесо z = 26, промежуточные зубчатые колеса z = 50 и z = 67, минуя коробку подач, на зубчатое колесо 16 (z = 33). При такой передаче вал VI получает постоянное число оборотов, равное 1120 об/мин.
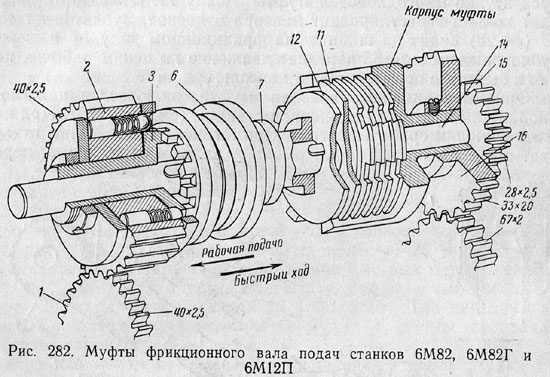
Вал VI называется фрикционным валом коробки подач и обозначен на рис. 280 цифрой 14.
Фрикционный вал 14 передает вращение, полученное им через зубчатые колеса z = 40 или z = 67, в консоль через вал VII (см. рис. 272) при помощи зубчатых колес z = 28 и z = 35 для осуществления либо рабочих подач, либо быстрых перемещений; для этой цели на нем установлены две муфты— кулачковая 6 и фрикционная многодисковая 13 (рис. 280). Для передачи в консоль рабочих подач включается муфта 6, а для передачи быстрого перемещения — муфта 13.
Муфта 6 может перемещаться на шпонке 4 вдоль втулки 5, которая неподвижно сидит на шпонке на фрикционном валу 14.
При перемещении муфты 6 влево она оцепляется с кулачковой втулкой 3 зубчатого колеса 2 (z = 40), находящегося в постоянном зацеплении с зубчатым колесом 1 (z = 40) перебора коробки подач; таким образом, фрикционный вал получает от коробки подач 18 различных скоростей в зависимости от положения переключаемых зубчатых колес коробки подач.
Зубчатое колесо 2 является корпусом предохранительной муфты, которая выключается, если усилие при фрезеровании внезапно повысится сверх допускаемого механизмом рабочих подач. При перегрузке механизма рабочих подач двенадцать шариков, находящихся в контакте с отверстиями фланца кулачковой втулки, сжимают пружины и выходят из контакта с отверстиями фланца, вследствие чего зубчатое колесо 2 (z = 40) предохранительной муфты начинает проскальзывать относительно кулачковой втулки 3 и рабочая подача прекращается.
При перемещении муфты 6 вправо она свяжет фрикционную многодисковую муфту 13 с фрикционным валом. Корпус фрикционной муфты вращается с постоянным числом оборотов (1120 об/мин) от электродвигателя через зубчатое колесо 16 (z = 33), сидящее на хвостовике корпуса фрикционной муфты 13, минуя коробку подач. В корпусе фрикционной муфты имеются закаленные диски 11 толщиной 1,5 мм. Между этими дисками чередуются такой же толщины диски 12, сцепленные с втулкой фрикционной муфты 13. При нажатии кулачковой муфты 6 на фланец 7 и через гайку 10 на диски 11 и 12 они, сжимаясь начинают передавать вращение быстрого хода от корпуса втулке многодисковой муфты и валу 14. Фиксатор 8 запирает кольцо 9 регулирования зазора в дисках. Зубчатое колесо 15 (z = 28) сидит на шпонке на фрикционном валу 14 и через зубчатое колесо z = 35 передает движение по цепям рабочих подач и быстрого перемещения в консоль.
Фрикционная многодисковая муфта включается нажимом кнопки «быстро стол» кнопочной станции (см. рис. 276). При нажатии кнопки срабатывает электромагнит 1 (рис. 281) и втягивает шток 2, который через рычаг 3, валик 4 и вилку 5 перемещает вправо кулачковую муфту. После того как кнопка отпущена, пружина 6 возвращает кулачковую муфту в исходное положение, т. е. в положение включения с зубчатым колесом предохранительной муфты.
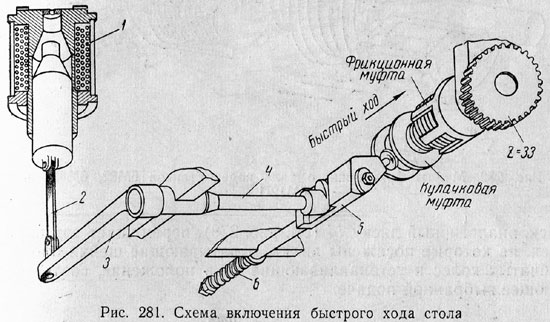
Таким образом, включение быстрого хода стола можно производить нажимом кнопки «быстро стол» при включенной рабочей подаче и чередовать быстрый ход (подвод заготовки) — рабочая подача — быстрый ход (отвод заготовки).
На рис. 282 показаны муфты фрикционного вала подач; для удобства обозначения на рис. 282 соответствуют обозначениям на рис. 280.
К корпусу коробки подач привернут механизм переключения подач (рис. 283), имеющий в передней части лимб для установки грибка на нужную подачу; подробно о назначении лимба и грибка было рассказано на стр. 41 (см. рис. 28, б). Переключение подач производится так же, как и переключение скоростей. В данном случае необходимо грибок потянуть на себя и повернуть его вместе с лимбом до совпадения нужной подачи со стрелкой-указателем и затем вдвинуть его обратно. При этом диск, аналогичный диску 14 (см. рис. 278), перемещает три пары реек, на которые посажены вилки, охватывающие шейки блоков зубчатых колес и устанавливающие их в положение, соответствующее выбранной подаче.
Консоль
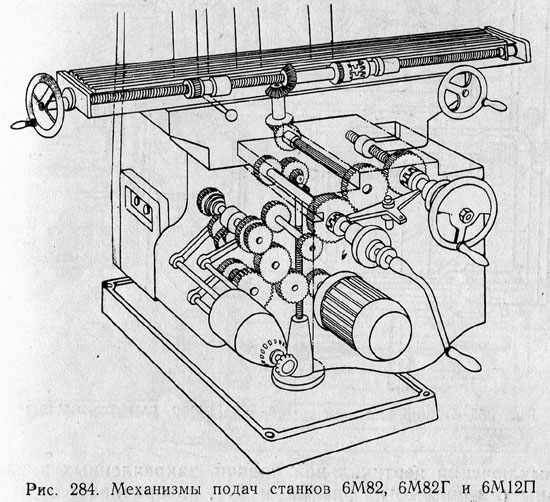
В консоли расположены все узлы цепи подач. На рис. 284 схематически показана консоль фрезерных станков 2-й гаммы с механизмами передачи движения от электродвигателя к столу, салазкам и самой консоли.
Консоль (рис. 285) имеет чугунный корпус с развитыми направляющими профиля «ласточкин хвост» под станину и перпендикулярные к ним прямоугольные направляющие под салазки. Консоль несет на себе следующие органы управления:
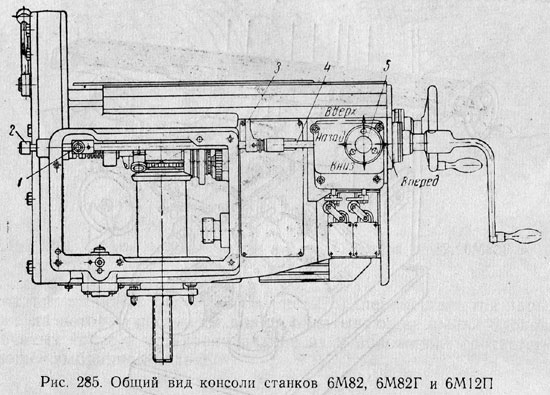
Рукоятку 5 включения поперечной и вертикальной подач, мнемонически связанную с направлением перемещения салазок и консоли. Это значит, что направление поворота рукоятки 5 совпадает с направлением движения перемещаемого узла. Рукоятка 5 имеет пять фиксированных положений: рабочая подача или быстрый ход консоли вверх, рабочая подача или быстрый ход консоли вниз, рабочая подача или быстрый ход салазок вперед «к себе», рабочая подача или быстрый ход салазок назад «от себя», стоп вертикального и поперечного ходов.
Дублирующую рукоятку 1 включения поперечной и вертикальной подач, расположенную с левой стороны консоли на корпусе коробки подач; по характеру работы она совершенно аналогична основной рукоятке 5 и повторяет ее движения.
Кулачки выключения поперечной подачи (см. поз. 24 на рис. 26 и 27), воздействуя на рычаг 3, возвращают включенные рукоятки 5 и 1 в нейтральное положение путем перемещения тяги 4 и тем выключают поперечный ход салазок. Тяга 4 заканчивается рычагом 2, который под воздействием кулачков выключения вертикальной подачи, закрепленных в планке станины (см. поз. 23 на рис. 26 и 27), поворачивает ее и выключает вертикальный ход консоли.
Наличие двух рукояток 5 и 1 позволяет фрезеровщику управлять вертикальными и поперечными ходами не только спереди, но и сбоку станка, что может понадобиться при фрезеровании торцовыми или концевыми фрезами задней поверхности заготовки.
Конструкция рукояток управления поперечными и продольными подачами дана на рис. 286. Шаровой конец рукоятки входит в отверстие барабана 6, заштифтованного на тяге, идущей к коробке включения подач на консоли. При движении рукоятки вправо или влево связанный с ней барабан соответственно движется поступательно, а при движении рукоятки вверх или вниз соответственно поворачивается.
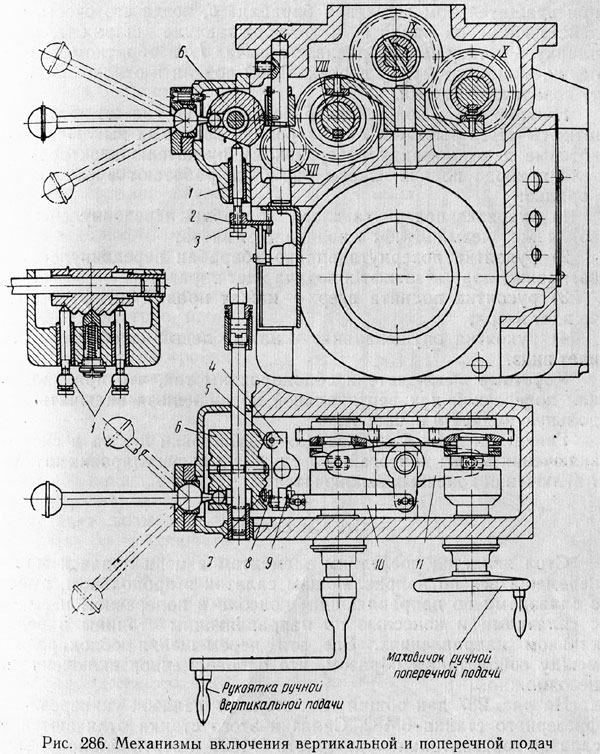
Барабан своими скосами управляет, как копир, при помощи рычажной системы включением кулачковых муфт поперечной и вертикальной подач, а при помощи штифтов — конечными выключателями, расположенными внизу барабана.
Включение кулачковой муфты винта поперечной подачи происходит при осевом перемещении барабана 6; в этом случае скосы барабана, воздействуя на шарик 7 и освобождая ролик 5,
через планку 4 и тягу 10 поворачивают рычаг 11 против часовой стрелки, в результате чего правый сухарь, закрепленный штифтом на рычаге и входящий в кольцевой паз кулачковой муфты поперечной подачи, производит ее включение.
Кулачковая муфта винта вертикальной подачи включается при вращательном движении барабана 6, когда его скосы, воздействующие на ролик 5 и освобождающие шарик 7, через планку 4 и тягу 10 поворачивают рычаг 11 в обратном направлении, включают муфту вертикальной подачи и отключают муфту поперечной подачи.
Нижние скосы барабана 6 воздействуют на штифты 1, а штифты через рычажки 2 — на ролики конечных выключателей, которые дают команду реверсивному пускателю электродвигателя привода подачи. Скосы барабана работают в следующем порядке:
1) рукоятка повернута влево (барабан передвинулся вправо), нажат левый штифт и подача идет влево;
2) рукоятка повернута вправо (барабан передвинулся влево), нажат правый штифт и подача идет вправо;
3) рукоятка поднята вверх — нажат правый штифт и подача идет вверх;
4) рукоятка опущена вниз — нажат левый штифт и подача идет вниз.
Конечные выключатели сблокированы так, что при включении поперечной или вертикальной подач нельзя включить продольную подачу и наоборот.
Гайка 9 и винт 8 служат для регулировки люфта в системе включения муфт; контргайка 3 служит для регулировки штифта 1 включения конечных выключателей.
Стол и салазки
Стол является последним элементом в цепи подач и может перемещаться по направляющим салазок в продольном, вместе с салазками по направляющим консоли в поперечном и вместе с салазками и консолью по направляющим станины в вертикальном направлениях. Все эти перемещения сблокированы между собой таким образом, что одновременное включение их невозможно.
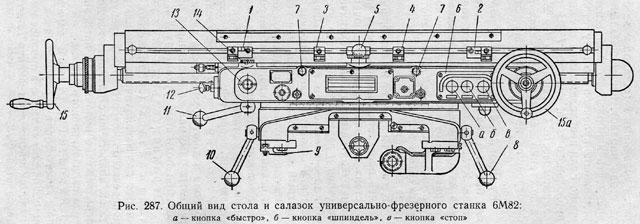
На рис. 287 дан общий вид стола и салазок универсально-фрезерного станка 6М82. Салазки этого станка отличаются от салазок горизонтально-фрезерного 6М82Г и вертикально-фрезерного 6М12П станков только наличием градуированной плиты, позволяющей поворачивать стол на 45° в обоих направлениях от среднего положения.
Стол станка может быть настроен на полуавтоматический или ручной цикл работы, для чего на дверке правого электрошкафа необходимо поставить среднюю рукоятку в соответствующее положение «Управление от кулачков включено» или «Управление от кулачков выключено».
На столе и салазках находятся следующие органы управления станком:
Рукоятка 5 продольного хода стола, устанавливаемая в три положения «подача вправо», «подача влево» и «стоп». Установка рукоятки продольного хода в положение «стоп» выключает правую или левую рабочую подачу, правое или левое быстрое перемещение во всех случаях, независимо от настройки станка на автоматический цикл или ручное управление.
Дублирующая рукоятка 11 продольного хода стола, расположенная внизу салазок, дает возможность включать и выключать продольную подачу в то время, когда фрезеровщик находится сбоку станка (сзади стола). Эта рукоятка механически связана с основной рукояткой 5 продольного хода и полностью повторяет ее Движения.
Кулачки для работы по полуавтоматическому циклу. Автоматическая остановка левого и правого ходов стола производится кулачками 2 (останов хода стола влево) и 1 (останов хода стола вправо), перемещаемыми по пазу стола. Чтобы не превысить наибольшего возможного хода стола (700 мм), передвижение кулачков по пазу стола ограничено двумя ввертышами. Если необходимо стол остановить не в крайних точках его продольного хода, кулачки 1 и 2 ставят и закрепляют в необходимом месте. Оба кулачка 1 и 2 не должны никогда сниматься со станка, так как они предохраняют стол от перебега, если фрезеровщик не остановит вовремя стол при ручном управлении.
Кулачки 3 и 4 переключают рабочую подачу на быстрый ход или быстрый ход на рабочую подачу при правом и левом ходах стола. Кулачки 3 и 4 работают только в том случае, если рукоятка на правой дверке злектрошкафа находится в положении «Управление от кулачков включено», т. е. при настройке на полуавтоматический цикл. При работе с ручным управлением рекомендуется эти кулачки переставить на неработающую часть стола или снять.
Кнопочная станция 6, расположенная справа на передней плоскости салазок, имеет кнопки «шпиндель», «быстро» и «стоп». Кнопкой «стоп», отключаются все движения в станке. Если рукоятки включения механических подач (продольной, поперечной и вертикальной) находятся не в нейтральном положении, то с включением кнопки, «шпиндель» одновременно включается и соответствующая подача. Кнопка «быстро» включает быстрый ход стола, салазок или консоли при условии, что соответствующие рукоятки подачи включены в нужном направлении. При освобождении кнопки «быстро» быстрый ход прекращается: Кнопочная станция 6 на салазках дублирует основные кнопки кнопочной станции, расположенной на корпусе механизма переключения скоростей.
Рукоятки 8 и 10 служат для зажима салазок на консоли и дают возможность увеличить жесткость системы при тяжелых режимах на продольной лодаче. Включать поперечный ход при поджатых рукоятках 8 и 10 зажима салазок нельзя. Ограничительные кулачки 9 поперечного хода салазок (см. также поз. 24 рис. 26 и 27) предназначаются для автоматического выключения поперечной подачи или поперечного быстрого хода в требуемом месте. Внутри паза салазок, аналогично столу, имеются два ввертыша, оканчивающих передвижение кулачков за пределы наибольшего поперечного хода салазок, равного 240 мм.
Рукоятка 12 ручной смазки салазок расположена с левого торца корпуса салазок. Насос привинчен к внутреннему приливу салазок; в приливе имеется полость, в которую заливается масло через фильтр 14 до уровня, показываемого маслоуказателем 13.
Винты 7 для поджатия клина предназначаются для выборки зазоров в скосах стола при, фрезеровании с большими сечениями стружки, если оно ведется кратковременно и фрезеровщику нежелательно нарушать хорошую регулировку клина по длине.
С левого торца стола, на цапфе ходового винта, смонтировав маховичок 15 для ручных продольных перемещений стола. Второй маховичок 15а для ручных продольных перемещений расположен справа на переднем торце салазок. Цена делений лимбов — 0,05 мм. За один поворот левого-маховичка стол перемещается на 6 мм; за один, оборот переднего маховичка — на 4 мм.
Механизм включения рабочей продольной подачи
Рукоятка 5 продольного хода (рис. 288) имеет на своей; ступице со стороны, обращенной к столу, два выступа, расположенных на разной высоте; на выступы воздействуют кулачки 1 и 2 (см. рис. 287), поворачивающие рукоятку продольного хода и ставящие ее в положение «стоп». Это обеспечивает автоматическое выключение правого или левого хода стола при ручном или полуавтоматическом цикле.
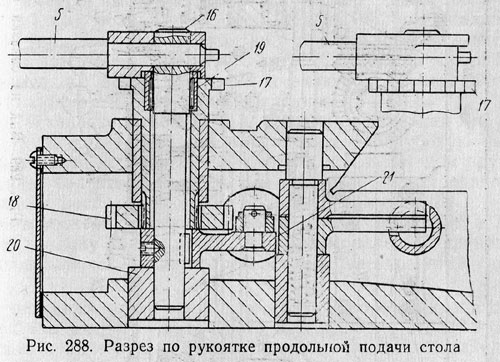
Рукоятка 5 жестко соединена с осью 16, которая, вращаясь в игольчатом подшипнике 19 и втулке 20, поворачивает копир 21. Копир находится в контакте с роликом 24 (рис. 289), который при повороте рукоятки 5 и оси 16 катится по кривой копира. При среднем (нейтральном) положении рукоятки 5 ролик 24 находится в глубокой (средней) впадине копира 21 (см. рис. 289), при крайних положениях (вправо или влево) — в одной из боковых (мелких) впадин.
Движение ролика через рычаг 25 передается штоку 32 и через систему рейка — шестерня 38 — рейка на валик 37 и вилку 35, ведущую кулачковую муфту 34. При положении ролика 24 в средней (глубокой) выемке копира 21, т. е. при среднем положении рукоятки 5, кулачковая муфта 34 выключается. При положениях ролика 24 в боковых (мелких) выемках копира, т. е. при включенных положениях рукоятки 5, кулачковая муфта 34 включается.
Шток 32 поджат с левого торца пружиной 31, регулируемой пробкой 30. Внутри штока 32 имеется малая пружина, обеспечивающая возможность включения рукоятки 5 продольного хода при попадании зуба на зуб в кулачковой муфте 34. Регулирование малой пружины производится пробкой 29 при помощи ключа, который вставляется через отверстие пробки 30.
Дублирующая рукоятка 11 через, систему рычагов и тягу 28 связана с копиром 21 и через него с основной рукояткой 5. На тяге 28 имеется выступ а, контактирующий с левым плечом рычага 25. Когда ролик 24 входит в правую мелкую впадину копира 21 (при включении рукоятки 5 продольного хода вправо), рычаг 25 нажимает на выступ а тяги 28, опускает палец 27 левого конечного выключателя 26 и включает электродвигатель подачи в прямом направлении вращения.
При установке рукоятки 5 в среднем положении (вручную или от кулачков 1 и 2) ролик становится в глубокую выемку копира и палец конечного выключателя под действием пружины выключает электродвигатель. Выключение электродвигателя происходит после выключения кулачковой муфты 34.
При включении рукоятки 5 влево ролик 24 входит в левую мелкую впадину копира, тяга 28 опускает палец 27 правого конечного выключателя 26 и реверсирует электродвигатель подачи.
На переднем торце салазок, с правой стороны, крепится маховичок 15а ручного продольного перемещения стола. Маховичок через коническую зубчатую передачу 24 : 18 и цилиндрическую передачу 25 : 50 связан с гайкой ходового винта. При включении кулачковой муфты, т. е. при механической подаче стола, маховичок 15а отключается.
Механизм автоматического цикла продольной подачи
На оси 16 рукоятки 5 продольного хода (см. рис. 288) смонтированы звездочки включения быстрого хода, работающие только при автоматическом цикле. Верхняя звездочка 17 работает от кулачков 3 или 4, закрепляемых в нужном месте в пазу стола (см. рис. 287), и через свою втулку вращает звездочку 18. Звездочка 18 (рис. 289) имеет 4 глубоких и 4 мелких впадины, что при повороте на 45° сообщает разный ход штоку 22. Шток воздействует на конечный выключатель 23 и при замыкании его контактов через магнитный пускатель включает электромагнит быстрого хода, который через систему рычагов выключает кулачковую муфту рабочей подачи и включает электромагнитную муфту быстрого хода (см. рис. 281).
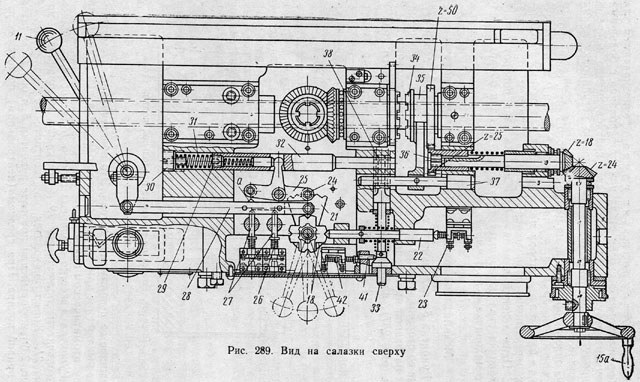
Конечный выключатель 23 (рис. 289) имеет две пары контактов, обеспечивающих получение автоматического переключения с рабочей подачи на быстрый ход и наоборот. При работе стола на быстром ходе шток 22 входит концом в одну из глубоких впадин звездочки 18, осуществляя фиксацию обеих звездочек (17 и 18) и обеспечивая замыкание одной пары контактов конечного выключателя 23.
При воздействии кулачка 3 или 4 (рис. 287) на звездочку 17 (рис. 288) она поворачивается, поворачивает звездочку 18, в результате чего шток 22 (рис. 289) выходит из глубокой впадины на участок постоянной кривизны звездочки 18. В этот момент замыкается вторая пара контактов конечного выключателя 23. После этого шток 22 заскакивает в одну из мелких впадин, фиксируя обе звездочки (17 и 18) в новом положении. В этом положении оба контакта разомкнуты и стол движется с рабочей подачей.
Рукоятка 5 (рис. 287) продольного хода в положении «стоп» (среднее положение), как указывалось выше, выключает рабочую подачу или быстрый ход во всех случаях, независимо от настройки станка на автоматический цикл или ручное управление, за исключением момента поворота звездочки 17 (рис. 288), сидящей на оси 16 рукоятки 5 (рис. 287) продольного хода, кулачком 3 или 4 автоматического цикла. В этом случае стол можно остановить только кнопкой «стоп» на кнопочной панели. Перед последующим после такой остановки включением стола кнопкой «шпиндель» необходимо проверить, зафиксирована ли звездочка.
Для получения автоматического реверса стола (перехода от рабочей подачи вправо на быстро влево или наоборот) необходимо запереть кулачковую муфту во включенном положении специальным механизмом (рис. 290). Чтобы запереть муфту, необходимо при помощи специального торцового ключа нажать на валик-шестерню 33, утопить его и повернуть до фиксации с риской «автоматическое управление столом» на передней стенке салазок. При нажатии на валик-шестерню 33 рейка 37 расцепится с колесом 38 и сцепится с валиком-шестерней 33. При повороте валика-шестерни кулачковая муфта 34 (см. рис. 289) перемещается влево и включается на перемещение ходового винта продольной подачи. С этого момента муфта 34 уже не может быть выключена рукояткой 5 продольного хода, т. е. как говорят, она заперта.
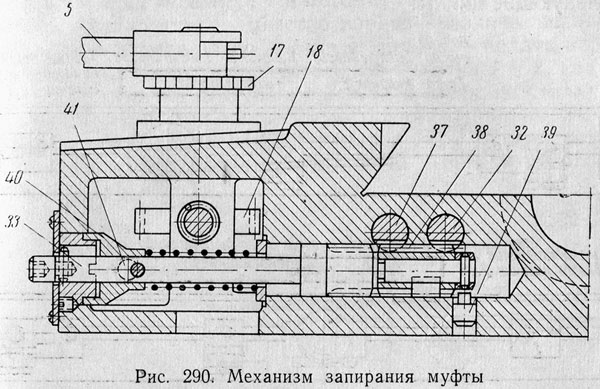
Механизм запирания муфты сблокирован с рукояткой 5 продольного хода таким образом, что запереть муфту можно только в среднем положении рукоятки. Это достигается при помощи Т-образного паза в шестерне 38 (рис. 290) и штифта 39, установленного в корпусе салазок.
При нажатии на валик-шестерню 33 конус 40 при помощи пальца 41 размыкает (см. рис. 289) контакт конечного выключателя 42, блокирующего цепь включения поперечной и вертикальной подач. Это необходимо для того, чтобы при запертой муфте не произошло включения одновременно двух движений: стола и салазок или стола и консоли, что может привести к поломке станка.
Настройка на автоматические циклы
Для настройки станков 6М82, 6М82Г и 6М12П на полуавтоматический и автоматический циклы перемещения стола необходимо:
1. Отключить станок, поставить средний переключатель на дверке правого электрошкафа в положение «автоматический цикл».
2. Утопить и повернуть валик-шестерню на переднем торце салазок в положение «автоматическое управление столом» и подключить станок к сети. Установка валика-шестерни на переднем торце салазок, как указывалось выше, производится при среднем положении рукоятки 5 продольного хода. При установке может оказаться, что в кулачковой муфте продольного хода стола попадает зуб на зуб, вследствие чего валик-шестерня не фиксируется в заданное положение. В этом случае необходимо несколько повернуть за маховичок 15 или 15а винт стола.
3. Выполнить установку кулачков 1, 2, 3 и 4 согласно выполняемой операции.
На рис. 291 приводится установка кулачков при настройке на следующие циклы:
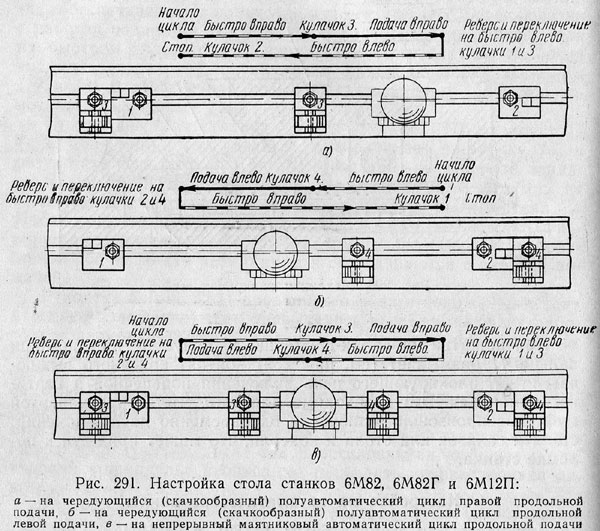
а) односторонний чередующийся (скачкообразный) полуавтоматический цикл правой продольной подачи: начало цикла — быстро вправо — подача вправо — быстро назад (влево) — стоп; здесь участвуют ограничительные кулачки 1 и 2 и два кулачка 3. Один кулачок 3 переключает быстро вправо на рабочую подачу вправо; кулачки 1 и 3 реверсируют направление подачи и переключают ее с подачи на быстро; кулачок 2 выключает быструю подачу влево (стоп);
б) односторонний чередующийся (скачкообразный) полуавтоматический цикл левой продольной подачи: начало цикла — быстро влево — подача влево — быстро назад (вправо) — стоп; здесь участвуют ограничительные кулачки 1 и 2 и два кулачка 4. Один кулачок 4 переключает с быстро влево на рабочую подачу влево; кулачки 2 и 4 реверсируют направление подачи и переключают ее с подачи на быстро; кулачок 1 выключает быструю подачу вправо (стоп);
в) непрерывный маятниковый автоматический цикл продольной подачи: начало цикла — быстро вправо — подача вправо — быстро влево — подача влево — быстро вправо — подача вправо и т. д. Здесь участвуют ограничительные кулачки 1 и 2, два кулачка 3 и два кулачка 4. Кулачки 3 и 4 (в середине стола) переключают быстрый ход на рабочую подачу в правом и соответственно в левом направлениях; кулачки 1 и 3 и соответственно 2 и 4 реверсируют направление подачи и переключают ее с подачи на быстро.
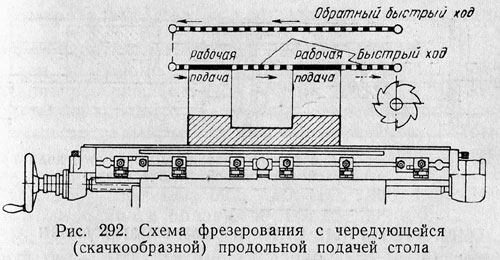
При помощи установки дополнительных кулачков 3 или 4 можно чередующийся цикл правой или левой продольной подачи продублировать, например начало цикла — быстро вправо — подача вправо — быстро вправо — подача вправо — быстро назад (влево) — стоп или то же в левую сторону. На рис. 292 дана такая схема фрезерования.
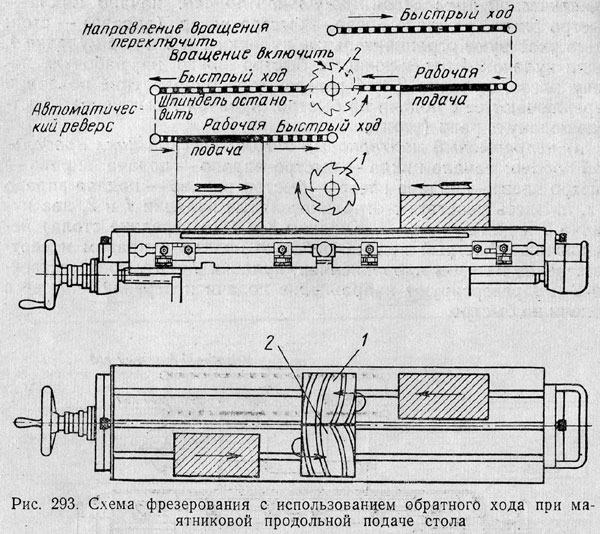
При маятниковом цикле продольной подачи можно, применяя дополнительные кулачки 3 или 4, использовать обратный ход стола для фрезерования. На рис. 293 дана такая схема Фрезерования: начало цикла—быстро вправо — подача вправо — реверс — быстро влево — подача влево — реверс — быстро вправо и т. д. При правом цикле обработку производит фреза № 1, при левом цикле — фреза № 2; при этом необходимо реверсировать вращение шпинделя, для чего следует поставить соответствующие путевые выключатели.