На главную
Глава XXVI
МОЩНОСТЬ, ПОТРЕБНАЯ ПРИ ФРЕЗЕРОВАНИИ
§ 76. МОЩНОСТЬ ПРИ ФРЕЗЕРОВАНИИ
Понятие о крутящем моменте
Моментом силы М называют произведение силы на плечо, к которому эта сила приложена.
Размерность момента зависит от того, в каких единицах длины дано плечо силы: если на рычаг, имеющий плечо длиной а мм, действует сила Р кГ, то момент этой силы равен Р · а кГмм; если плечо b выражено в санитиметрах, то момент будет; Р · b кГсм, если плечо с дано в метрах, то момент силы будет равен Р · с кГм.
Чтобы зуб фрезы врезался в металл и снял стружку, к нему надо приложить силу, равную силе резания Р. Сила Р при плече, равном радиусу фрезы, т. е. половине ее диаметра  создает момент, равный
создает момент, равный  который должен сообщить шпинделю привод фрезерного станка.
который должен сообщить шпинделю привод фрезерного станка.
Момент, передаваемый телом при его вращении, называют крутящим моментом Мкр и выражают в тех же единицах измерения, что и М.
Шпиндель станка при вращении должен передавать каждому зубу фрезы окружную силу, необходимую для снятия стружки. При этом создается крутящий момент, который зависит от окружной силы Р и диаметра D. Чем больше окружная сила, тем больший крутящий момент должен быть обеспечен на шпинделе станка. Крутящий момент увеличивается также с увеличением диаметра фрезы за счет увеличения плеча — радиуса фрезы.
Окружная сила резания Р создает крутящий момент Мкр, который необходимо сообщить шпинделю станка. Крутящий момент

(38)
(в зависимости от того, в каких единицах длины выражен D).
Понятие о мощности
Мощность резания, или эффективная мощность Nе — это мощность, необходимая для фрезерования и расходуемая на срезание стружки. Мощность резания равна произведению окружной силы резания Р в килограммах на скорость резания v в м/мин:
Ne = P · v кГм/мин.
Мощность резания выражают или в лошадиных силах (л. с.), или в киловаттах (квт).
1 л. с.: равна 75 кГм/сек или 60X75 кГм/мин.
1 квт равен 1,36 л. с. или 1 л. с. равна 0,736 квт.
Для определения мощности резания в зависимости от скорости резания v и окружной силы резания Р пользуются следующими формулами:

или

Зная крутящий момент Мкр и число оборотов n фрезы, определяют мощность резания по формулам:
или
где Мкр — крутящий момент в кГмм.
Мощность, затрачиваемую на подачу при фрезеровании, обычно оценивают в 15% от мощности резания.
Таким образом, если привод подачи осуществляется от общего электродвигателя, полная мощность резания при фрезеровании равна 1,15 от Nе , определенной по формулам (40а) или (406) и (41а) или (416) для главного движения.
Если же станок имеет самостоятельный привод подачи, то мощность электродвигателя подачи рассчитывается на заводе-изготовителе из расчета 0,25 от мощности электродвигателя главного движения.
Коэффициент полезного действия
Эффективная мощность Nе , расходуемая на срезание слоя при фрезеровании, должна передаваться от шпинделя станка к фрезе. Для обеспечения этой мощности на шпинделе необходимо, чтобы электродвигатель станка обладал большей мощностью, так как часть ее расходуется на трение в подшипниках, зубчатых передачах, направляющих и на подачу масла для смазки; чем быстроходнее станок, тем выше эти потери.
Величина, характеризующая полезную отдачу мощности электродвигателя, называется коэффициентом полезного действия станка (сокращенно — к. п. д.) и обозначается греческой буквой η.
На полезную работу, т. е. на работу, потребную для резания, расходуется при обычном фрезеровании примерно 75—85%, или 0,75—0,85, всей мощности электродвигателя, а при скоростных режимах соответственно 65—75%, или 0,65—0,75, всей мощности электродвигателя.
Следовательно, η = 0,75—0,85 для обычных станков и η = 0,65—0,75 для скоростных.
Таким образом, для определения располагаемой на шпинделе фрезерного станка эффективной мощности Nе, которую можно использовать на резание, необходимо мощность электродвигателя Nэ умножить на к. п. д. станка, т. е.
Ne = η · Nэ
(42а)
Например, если мощность электродвигателя равна 7 квт, а к. п. д. станка — 0,75, то располагаемая на шпинделе фрезерного станка мощность
Nе = η · 0,75 · 7,0 = 5,25 квт.
Наоборот, для определения потребной мощности электродвигателя станка Nе по эффективной мощности, полученной согласно формулам (40а) или (406) и (41а) или (416), необходимо эффективную мощность Nе разделить на к. п. д. станка, т. е.

Основная задача, которую приходится решать, зная мощность, потребную на фрезерование Nе, заключается в соответствии выбранного режима фрезерования мощности электродвигателя фрезерного станка. Для этого иногда приходится изменять (корректировать) режим резания.
Пример 24. На горизонтально-фрезерном станке производится фрезерование стали σb = 75 кГ/мм2. Ширина фрезерования 85 мм, глубина фрезерования 6 мм, подача 65 мм/мин. Фрезерование ведут сдвоенной цилиндрической фрезой с винтовыми зубьями диаметром 90 мм, шириной 112,5 мм. Число зубьев z = 8; число оборотов фрезы n = 60 об/мин. Определить наибольшую толщину срезаемого слоя, среднее поперечное сечение срезаемого слоя Fсред, окружную силу Р, крутящий момент Mкр. мощность, потребную на фрезерование Nе, соответствие назначенного режима фрезерования мощности выбранного станка, если известна мощность электродвигателя Nэ = 5 л. с.
Наибольшую толщину среза анаиб определяем по формуле (26б):

Среднее поперечное сечение срезаемого слоя Fсред определяем по формуле (35):

Окружную силу p определяем по формуле (37)
P = p · Fсред = 470 · 1,95 ≈ мм2.
где удельное давление р определено по табл. 33.
Крутящий момент Mкр определяем по формуле (38):

Учитывая, что станок имеет общий электродвигатель для привода главного движения и движения подач, следует эффективную мощность по формуле (41а) принять с учетом мощности, потребной на подачу, т. е. с коэффициентом 1,15:

Принимая к. п. д. станка равным 0,8, получаем потребную мощность электродвигателя станка по формуле (42б):

что соответствует располагаемой мощности электродвигателя станка, равной 5 л. с.
При работе на станке большое значение имеет так называемый коэффициент использования станка по мощности, который показывает правильность выбора станка по мощности его привода для данной работы. Наример, если бы для указанных в данном примере режимов обработки был выбран горизонтально-фрезерный станок 6М82Г с электродвигателем мощностью 7 квт, или 9,5 л. с. , то с учетом к. п. д. 0,8 отношение

показало бы низкий коэффициент использования этого станка по мощности и тем самым необходимость выбора другого, менее мощного станка для такой обработки.
Для лучшей работы электродвигателя и для лучшего использования электроэнергии необходимо стремиться к наилучшему использованию мощности станка, т. е. к коэффициенту использования станка по мощности, приближающемуся к единице.
Производительность фрезерования
Производительность фрезерования можно определить либо в виде минутного объема срезаемого слоя или, что одно и то же, снимаемой стружки:

либо в виде минутного объема срезаемого слоя (снимаемой стружки), отнесенного к 1 квт эффективной мощности:

называемого удельной производительностью.
Это определение производительности больше всего подходит для черновых (обдирочных) операций, когда удаляется наибольшее количество металла и расходуется максимальная эффективная мощность, но оно с успехом может быть применено для упрощенных расчетов потребной мощности фрезерования.
Действительно, если известен минутный объем снимаемой стружки W в см3мин и известна удельная производительность ω в см3квт · мин, то легко определить эффективную мощность, потребную для данной фрезерной операции:
Nе = W · ω квт
(45)
В табл. 34 даны средние значения минутного объема снимаемой стружки на 1 квт для наиболее часто встречающихся материалов.
Таблица 34
Удельная производительность ω при фрезеровании торцовыми и цилиндрическими фрезами(средние значения)
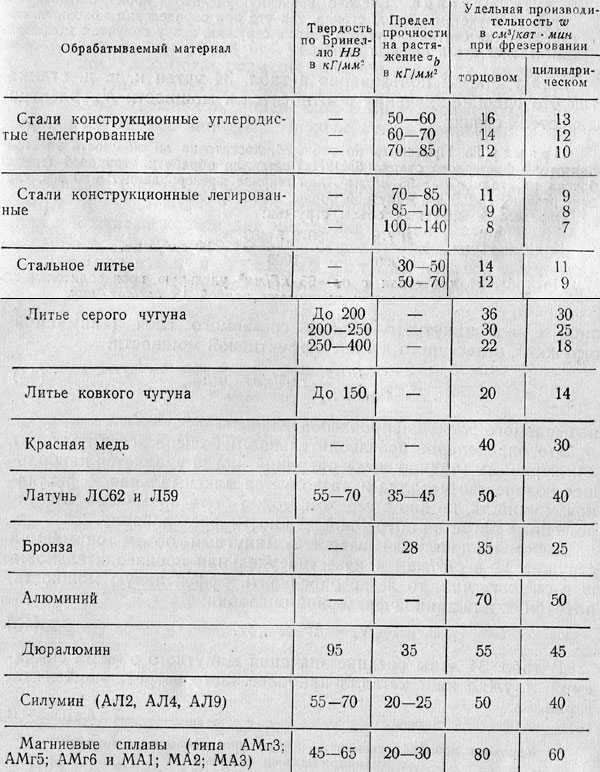
Примечание. Средние значения удельной производительности приняты с учетом к. п. д. станка, так что при определении мощности, потребной для снятия минутного объема стружки, сразу получаем мощность электродвигателя привода станка.
Для удобства пользования в табл. 34 учтен к. п. д. станка, так что средние значения ω относятся к мощности Nэ электродвигателя станка.
Пример 25. Проверить по табл. 34, достаточна ли мощность электродвигателя фрезерного станка 6М12П 7 квт для обработки торцовой фрезой бруска из стали с σб = 65 кГ/мм2, при ширине фрезерования В = 80 мм, глубине резания t = 2,5 мм, минутной подаче s = 400 мм/мин.
Определяем минутный объем стружки:

По табл. 34 для стали с σб = 65 кГ/мм2 удельную производительность ω при торцовом фрезеровании принимаем равной 13 см3/квт · мин.
Для снятия заданного условиями примера объема стружки в 80 см3/мин достаточна мощность
Nэ = W : ω = 80 : 13 = 6,2 квт.
Следовательно, на данном станке заданные условия обработки осуществимы
На производстве часто приходится решать обратную задачу, а именно определять возможную производительность данного станка при обработке определенной заготовки и по полученной производительности назначать глубину резания или минутную подачу.
В этом случае производительность фрезерования
W = ω · Nэ см3/мин.
Пример 26. Определить возможную производительность фрезерного станка при обдирочной обработке цилиндрической фрезой серого чугуна НВ 260. Мощность электродвигателя станка Nэ = 7 квт.
Принимаем ω по табл. 34 равной 18 см3/квт · мин.
Подставляя эти величины, получаем:
W = ω · Nэ = 18 · 7 = 126 см3/мин.
При условии, что ширина обрабатываемой заготовки 100 мм, а припуск на обработку 5 мм, возможная минутная подача
s = 1000(W : B · t) = 1000(126 : 100 x 5) ≈ 250 мм/мин.