На главную
7. КЛЕПКА
Электрическая и газовая сварка как более экономичный и более совершенный способ соединения листов, деталей и узлов механизмов в большинстве случаев заменила клепку. Однако клепка еще во многих случаях применяется.
Клепка подразделяется на холодную, горячую и смешанную.
Холодную клепку применяют для заклепок диаметром до 8 мм.
Горячую клепку, при которой заклепка нагревается до определенной температуры, применяют для заклепок диаметром свыше 8 мм.
При горячей клепке диаметр заклепки должен быть на 0,3 — 1 мм меньше диаметра заклепочного отверстия, для того чтобы она легко входила в отверстие в нагретом состоянии.
Смешанная клепка применяется при постановке длинных заклепок, когда ведут нагрев не всего стержня заклепки, а только концевой части, из которой высаживается вторая (замыкающая) головка.
Клепка может осуществляться ручным и механическим способами.
При ручной клепке применяется следующий инструмент и приспособления: слесарный молоток или кувалда, поддержка под закладную головку заклепки, натяжка для уплотнения и прижима склепываемых деталей друг к другу и к головке заклепки и обжимка для оформления замыкающей головки.
При плотных и прочно-плотных швах применяют еще чеканку. Вес молотка выбирают в зависимости от диаметра заклепки. Удобней пользоваться молотком с квадратным бойком.
Поддержка служит как бы наковальней при расклепывании стержня заклепки. Чтобы поддержка не отскакивала от головки заклепки при ударе молотком, вес ее должен быть в 4 — 5 раз больше веса молотка.
Приемы клепки показаны на фиг. 77.
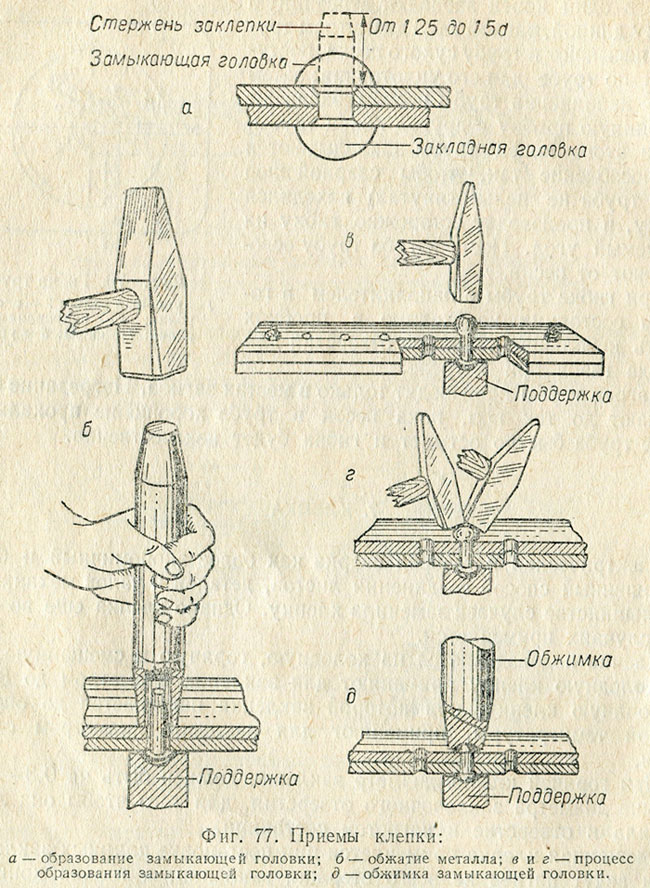
Форма головки заклепок бывает нескольких видов: с полукруглой головкой, потайной, конической и др. Наиболее часто применяются заклепки с полукруглой головкой.
Цилиндрический стержень заклепки имеет на одном конце головку (ее называют закладочной), а на другом — небольшую конусность для удобства введения заклепки в отверстие. Вторая головка (замыкающая) получается при расклепывании.
Длина стержня заклепки должна быть такой, чтобы материала заклепки хватило как на образование замыкающей головки, так и на заполнение зазора между стержнем заклепки и стенками отверстия. Длина стержня заклепки между двумя головками (после клепки) не должна превышать пяти диаметров стержня.
Если это условие невыполнимо, заклепочное соединение не применяют и заменяют его болтовым или сварочным.
Для образования полукруглой замыкающей головки необходимо, чтобы длина выступающего конца стержня заклепки равнялась 1,25 — 1,5 диаметра стержня.
Для головки в потай эта длина должна быть в пределах 0,8 — 1,2 диаметра заклепки. В зависимости от диаметра заклепки размер отверстия выбирают по табл. 7.
Таблица 7
Размер сверл для сверления отверстий под заклепки (ГОСТ 885-41)
Диаметр заклепки в мм |
2,6 |
3 |
4 |
5 |
6 |
8 |
10 |
13 |
16 |
Диаметр сверла в мм |
2,8 |
3,3 |
4,2 |
5,5 |
6,5 |
8,5 |
10,5 |
13,5 |
16,5 |
Отверстия под заклепку сверлят или пробивают на дыропробивных прессах.
При несовпадении отверстий их обрабатывают зенкером или разверткой: внешние края отверстий раззенковывают под утолщение, которое имеется на стержне заклепки под закладной головкой.
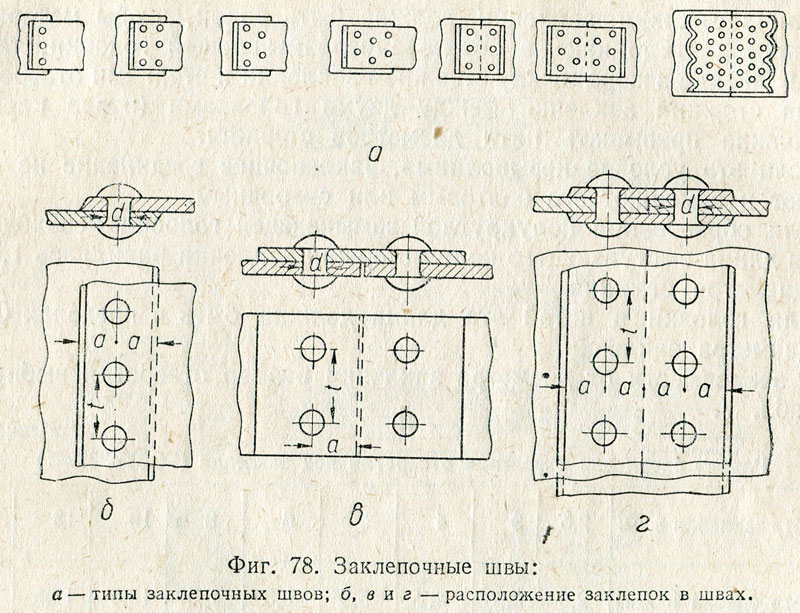
Заклепочные соединения бывают однорядные, двухрядные и многорядные.
Два листа (или две детали) могут соединяться тремя способами: внахлестку, встык с одной накладкой и встык с двумя накладками (фиг. 78).
В зависимости от назначения склепываемых частей заклепочные соединения могут иметь прочный, плотный и прочно-плотный швы.
Прочный шов применяется при клепке различных конструкций, где требуется только прочность соединения.
Плотный шов применяется при клепке различных резервуаров Для жидкости и газов под небольшим давлением.
Прочно-плотный шов применяется в котлостроении.
Для однорядных швов шаг (расстояние между центрами заклепок) берется равным трем диаметрам заклепки (t = 3d), а расстояние от центра заклепки до края склепываемых частей должно быть раным 1,5d заклепки при просверленных отверстиях и 2,5d заклепки при пробитых отверстиях.
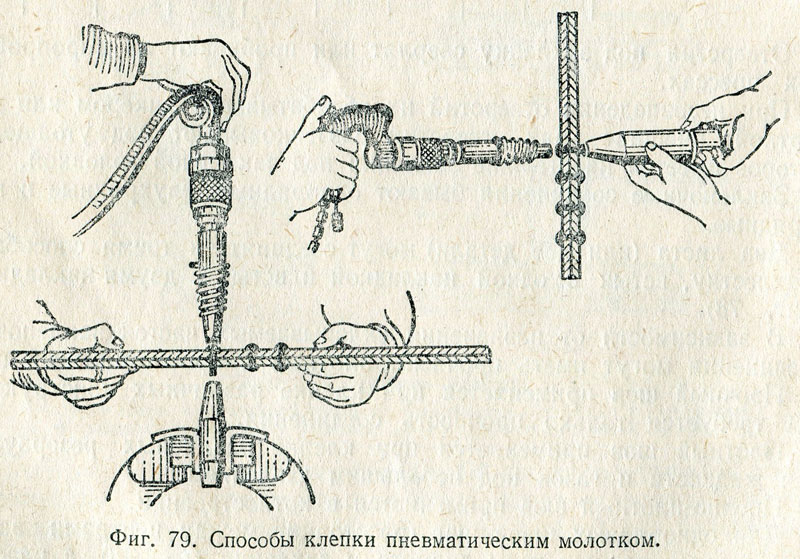
Для двухрядных швов шаг берут равным четырем диаметрам заклепки (t = 4d), а расстояние от центра заклепки до края склепываемых частей должно быть равно двум диаметрам заклепки. Как указано выше, клепка может производиться ручным способом и с применением механизмов. Механическая клепка осуществляется путем применения пневматических молотков, клепальных машин и прессов. Способ клепки пневматическим молотком показан на фиг. 79.
| предыдущая страница | Содержание | следующая страница |