На главную
6. ГИБКА МЕТАЛЛА
Гибка полосового металла. В практической работе слесарю приходится часто встречаться с гибкой полосового, круглого и других профилей металла, а также часто приходится определять длину потребной заготовки для получения нужных размеров детали после гибки.
Разберем несколько примеров процесса гибки.
При определении необходимой длины заготовки изгибаемой детали следует профиль детали на чертеже разбить на равные участки, затем подсчитать длину закруглений и длину прямолинейных отрезков и все полученные величины сложить. Сумма покажет общую длину заготовки.
При гибке деталей под прямым углом, без закруглений с внутренней стороны, припуск на загибку берется от 0,5 до 0,8 толщины изгибаемого материала. Складывая длину внутренних сторон угольника или скобы, получим длину заготовки детали.
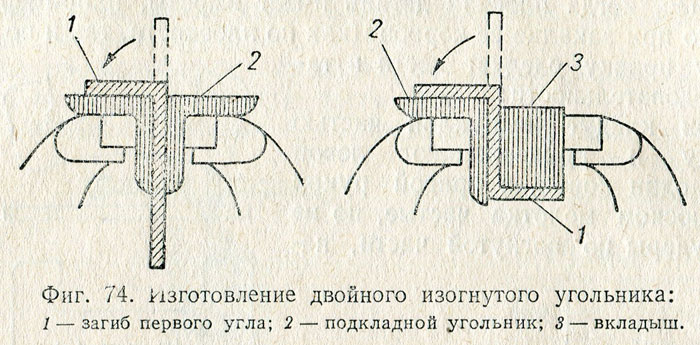
При гибке двойного угольника, как показано на фиг. 74, поступают так: вырубленную заготовку для угольника правят на плите; затем опиливают ее по ширине в размер по чертежу, зажимают в тисках между двумя угольниками —нагубниками, загибают первую полку угольника, заменяют один нагубник бруском — подкладкой и загибают вторую полку угольника. После этого опиливают концы полок угольника в размер и удаляют заусенцы с острых ребер.
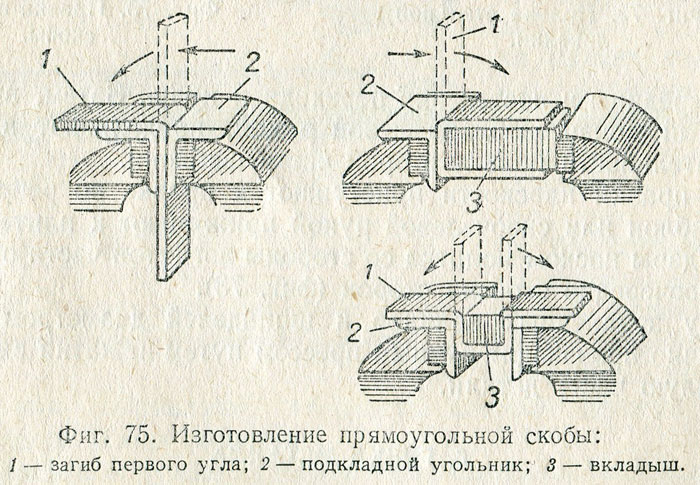
Последовательность переходов операций гибки различных форм скоб такая же, как в примере, показанном на фиг. 75.
Гибка труб. Гибка труб производится многими способами в зависимости от диаметра и размера трубы, угла загиба и материала трубы.
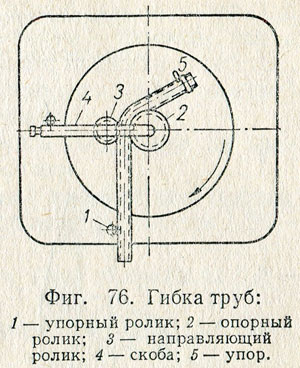
Трубы небольшого диаметра (примерно до 25 мм) при радиусе загиба не менее 50 мм можно гнуть в холодном состоянии без наполнителя на оправке в тисках или при помощи роликового приспособления, как показано на фиг. 76.
Трубы диаметром более 25 мм гнут, как в холодном, так и в горячем состоянии, предварительно наполнив трубу песком или канифолью.
При гибке труб в холодном состоянии место изгиба трубы отжигают, в один конец забивают деревянную пробку длиной, равной 2 — 3 диаметрам трубы, и насыпают в трубу сухого песка, постукивая по трубе для его уплотнения; затем после наполнения трубы песком забивают деревянную пробку в другой конец трубы.
После этого конец трубы закладывают в приспособление так, чтобы сварной шов (если труба не цельнотянутая) находился сверху, и производят осторожно гибку на требуемый угол. После изгиба трубу освобождают от песка.
При гибке трубы с наполнителем в горячем состоянии необходимо в пробках делать небольшие сквозные отверстия для выхода газов при нагреве.
Нагрев трубы производят только в местах загиба. Нагревание продолжают до тех пор, пока песок в трубе хорошо не прокалится, иначе труба быстро остынет и гибка будет некачественна.
| предыдущая страница | Содержание | следующая страница |