На главную
9. НАРЕЗАНИЕ РЕЗЬБЫ
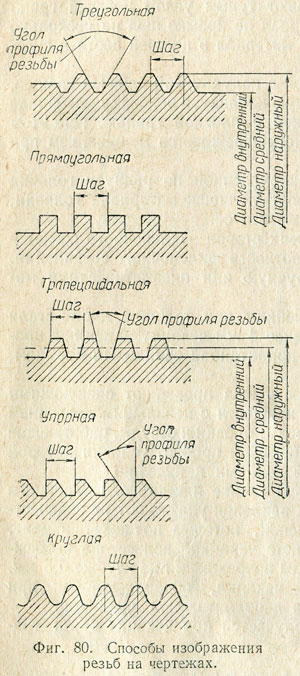
В машиностроении применяются резьбы: метрическая, дюймовая, трубная, прямоугольная, трапецоидальная, упорная и круглая.
Метрическая, дюймовая и трубная резьбы применяются для крепежных деталей: шпилек, болтов, гаек и др.
Прямоугольная и трапецоидальная резьбы применяются для Деталей, предназначенных для передачи движения, например, в ходовых винтах и винтах суппортов металлорежущих станков и т. п.
Упорная резьба применяется для механизмов, работающих под большим давлением, действующим в одном направлении, например, в гидравлических и механических прессах.
Круглая резьба отличается сравнительно продолжительным сроком службы даже при работе в загрязненной среде. Она применяется для вагонных сцепок, водопроводной арматуры и др. (фиг. 80).
Резьба бывает правая и левая (фиг. 81). По числу заходов резьбы бывают: одноходовые, двух -, трех - и многоходовые.
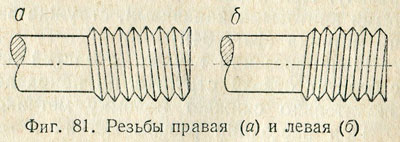
Для того чтобы определить число заходов резьбы, необходимо посмотреть в торец винта или гайки и подсчитать, сколько концов витков имеется на нем.
По углу профиля различают метрическую резьбу с углом подъема 60°, которая характеризуется шагом и диаметром в миллиметрах, и дюймовую с углом подъема 55°, которая характеризуется числом витков на длину в один дюйм и диаметром, измеряемым в дюймах.
К главным элементам резьбы относятся наружный, средний и внутренний диаметры и шаг резьбы.
Наружным диаметром резьбы называется наибольший диаметр резьбы винта, который измеряется по вершинам резьбы перпендикулярно к ее оси.
Средним диаметром резьбы называется расстояние между двумя линиями, проведенными посредине профиля резьбы между дном впадины и вершиной нитки, параллельной оси винта.
Внутренним диаметром называется расстояние, равное диаметру цилиндра, на который навернута нитка резьбы.
Шагом резьбы называется расстояние между двумя соседними нитками, измеренное по образующей винта.
Метрическая резьба имеет шесть видов — основная и мелкие от 1-й до 5-й включительно. Отличаются они размером шага.
При нарезании резьбы в гайках отверстия под резьбу следует сверлить согласно табл. 8.
Таблица 8
Размеры сверл для сверления отверстий под дюймовую, трубную и метрическую резьбы
Резьба метри- |
Диаметр свер- |
Резьба |
Диаметр свер- |
Резьба |
Диаметр свер- |
1 |
0,75 |
1/4" |
5 |
1/4" |
11,7 |
Если при нарезании метчиком диаметр просверленного отверстия будет больше указанного в табл. 8, то резьба будет неполная, т. е. высота нитки будет уменьшенной, срезанной и прочность такой резьбы будет недостаточной.
Если диаметр отверстия окажется меньше указанного в табл. 8. то нарезание резьбы будет затруднено, произойдет заедание метчика, что может привести к его поломке.
При нарезании резьбы необходимо следить за тем, чтобы стружка не забивала канавки метчика. Для уменьшения трения метчика о нарезаемый материал и для получения более гладкой и чистой поверхности резьбы применяют смазку. В качестве смазывающей и охлаждающей жидкости при нарезании стали применяют натуральную олифу, эмульсию или обычное минеральное машинное масло, при нарезании алюминия — керосин, а при нарезании меди — скипидар.
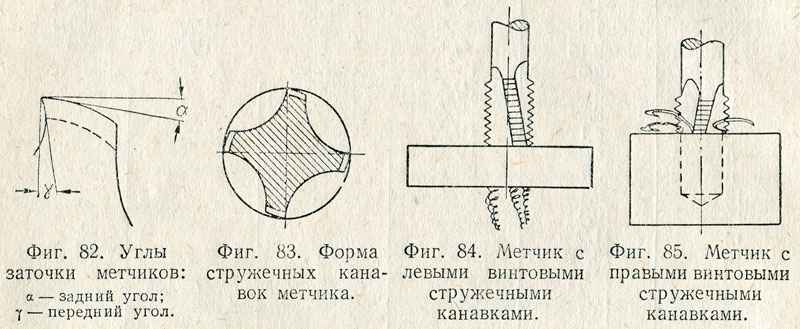
При заточке метчиков следует обращать внимание на углы заточки зубцов, которые определяются формой канавок и формой заточки затылка их на заборной части метчика (фиг. 82).
Передний угол γ для нарезания резьбы в твердых материалах надо делать меньшим, а для мягких материалов — большим.
Для нарезания резьбы в стали он колеблется в пределах от 4 до 10°. Для чугуна, хрупкой бронзы —от 0 до 4°, для латуни —от 4 до 12° и для мягких алюминиевых сплавов и вязких металлов — от 10 до 18°.
Задний угол (α) у заборной части метчика определяется обрабатываемым материалом и типом метчика. Для нарезания резьбы в вязких материалах и сквозных отверстий принимают большее значение заднего угла, для твердых материалов и глухих отверстий — меньшее значение заднего угла.
Наиболее распространенной и пригодной для нарезания различных металлов формой стружечных канавок метчика является та, которая образует угол резания по отношению к оси метчика более 90° (фиг. 83).
Канавки на метчиках бывают прямые и винтовые, правые и левые. Метчики, изготовленные с винтовой канавкой, дают более чистую резьбу. При нарезании сквозных отверстий применяют метчики с левыми винтовыми канавками, стружка выводится в направлении подачи метчика (фиг. 84).
При нарезании глухих отверстий правая винтовая канавка способствует отводу стружки по направлению к хвостовой части, что значительно снижает поломку метчиков (фиг. 85).
При нарезании резьбы метчик в отверстие устанавливают так, чтобы ось его совпадала с осью отверстия. Чтобы резьба не получалась косой, установку метчика контролируют угольником.
Для облегчения работы и дробления снимаемой стружки делают метчиком полный оборот в одну сторону и полоборота в другую; так повторяют до полного нарезания резьбы.
При работе вторым и третьим метчиками вороток следует надевать после того, как метчик войдет в резьбу.
| предыдущая страница | Содержание | следующая страница |