На главную
ГЛАВА V
СЛЕСАРНО-ЛЕКАЛЬНЫЕ РАБОТЫ
Слесарно-лекальные работы в инструментальном производстве широко применяются при изготовлении жестких предельных скоб, различных плоских шаблонов, лекал, пройм, сложных мерителей, а также при прецизионной обработке и доводке сложных штампов, приспособлений и специальной измерительной аппаратуры.
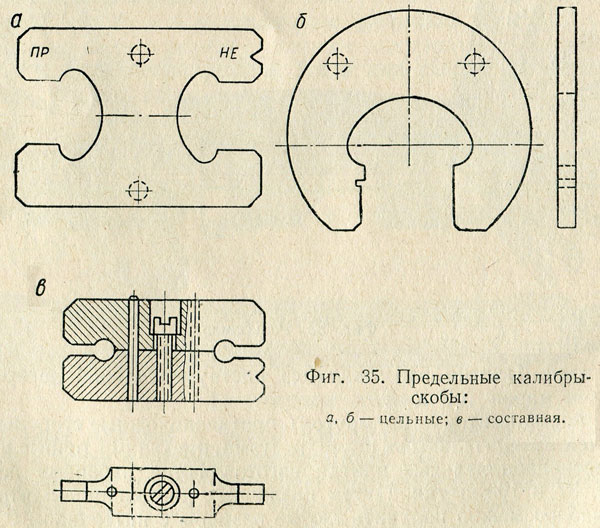
1. ИЗГОТОВЛЕНИЕ ЖЕСТКИХ ПРЕДЕЛЬНЫХ СКОБ
Скобы изготовляют из горячештампованных заготовок. В массовом производстве скоб все операции обработки, включая доводку, механизированы. Скобы для нужд завода обычно изготовляют из заготовок, вырезанных на фрезерных станках или вырубленных штампами из листовой стали на прессе.
Заготовки для скоб штампуют из листовой углеродистой или легированной стали марок У10, У12А, 10, 15, 15Х, 20Х и др. толщиной от 2 до 10 мм. Скобы с размером зева от 2 до 20 мм изготовляют из листовой стали толщиной 3 — 4 мм, скобы с размером зева от 25 до 40 мм изготовляют из листовой стали толщиной 4 — 5 мм, а с размером зева 45 — 60 мм — из стали толщиной 5 — 6 мм и т. д.
Скобы изготовляют односторонние и двусторонние.
Габаритные размеры штампованных заготовок скоб делятся на группы, например: скобы для деталей диаметром от 2 до 10 мм — один размер заготовок, скобы для деталей диаметром от 10 до 20 мм — другой размер заготовок и т. д. Это дает возможность сократить количество штампов для изготовления заготовок скоб.
Штампованные заготовки рихтуются под прессом. Для выполнения механической обработки скоб заготовки складывают по 5 — 15 шт. и склепывают двумя заклепками диаметром 2 — 4 мм или склеивают специальным клеем, после чего набор заготовок размечают и фрезеруют зев на вертикально-фрезерном станке концевой фрезой, оставляя припуск на шлифовку 0,3 — 0,4 мм .
Затем заготовки поступают к слесарю-лекалыцику для дальнейшей обработки. Заготовки скоб обрабатывают личным напильником — снимают заусенцы, опиливают острые грани и на граверном станке наносят размеры и шифр скоб. Дальше скобы поступают в термический цех, где их цементуют, подвергают закалке и отпуску. После термообработки скобы поступают в лекальное отделение, где их проверяют на коробление и рихтуют, затем на плоскошлифовальном станке шлифуют две плоскости. После этого скобы снова склепывают по 5 — 15 шт. и производят шлифовку и окончательную доводку зева (вручную или на специальном оборудовании) до требуемых размеров и чистоты поверхности. Доводку производят специальными абразивными брусками (оселками) зернистостью № 320 или М-28, М-20, а также доводочными пастами на специальных чугунных притирах. Проверку рабочих исполнительных размеров производят набором мерных плиток.
Скобы размером менее 2 мм изготовляют составными (см. фиг. 35,в). Как видно из фигуры, особенность такой скобы заключается в том, что независимо от измеряемых скобой размеров все детали ее можно обрабатывать механическим способом (включая и доводку), а при износе рабочих размеров скобу легко восстановить до прежних размеров путем шлифовки одной или обеих половинок.
| предыдущая страница | Содержание | следующая страница |