На главную
3. ПРИСПОСОБЛЕНИЯ ДЛЯ ЛЕКАЛЬНЫХ РАБОТ
В целях устранения трудоемких операций ручной опиловки профиля шаблонов применяют шлифование на шлифовальных станках с использованием специальных приспособлений. Это дает возможность не только избавиться от ручной опиловки и доводки профиля шаблона, но и упразднить вспомогательные калибры (выработки), а во многих случаях и контршаблоны, заменив их универсальными измерительными средствами как в процессе обработки шаблонов на станках, так и при окончательной проверке готовых шаблонов. При полной механизации обработки сложные шаблоны больших габаритов изготовляют не цельными, а составными, что позволяет все элементы и переходы профиля шаблона обрабатывать на станках, а измерения производить универсальными измерительными средствами. Шаблоны малых габаритных размеров обрабатывают по всему профилю или на специальных шлифовальных станках (копировально-шлифовальных и оптикошлифовальных), или на обычных плоскошлифовальных станках повышенной точности с применением специальных приспособлений и специальной профилировкой шлифовального круга. Этот способ наиболее распространен, так как он не требует специализированного и дорогого станочного оборудования, которое может быть загружено полностью только при массовом изготовлении шаблонов.
Специальные приспособления и измерительная аппаратура позволяют с достаточной точностью выполнить почти все операции обработки профиля шаблона на плоскошлифовальном станке с профилированным шлифовальным кругом.
В ряде случаев на особо точных плоскошлифовальных станках при применении точных приспособлений и измерительного инструмента с высокой точностью (мерные плитки, миниметры, индикаторные головки и т. д.) шлифованием профиля шаблонов упраздняется их доводка. В этих случаях шлифование профиля разбивается на две операции — предварительную и окончательную с применением тонкозернистых шлифовальных кругов.
Для шлифования шаблонов применяют два типа плоскошлифовальных станков:
а) шлифовальный станок с магнитным столом и вертикальным шпинделем для шлифования боковых сторон шаблонов, которые укладываются непосредственно на магнитном столе;
б) шлифовальные станки с горизонтальным шпинделем для обработки габаритных граней и рабочего профиля шаблонов.
Для выполнения этих операций применяют специальные приспособления:
Лекальные тиски отличаются от обычных машинных тисков тем, что они обычно меньших габаритных размеров, изготовлены более точно и чистота обработки отдельных деталей их более высокая.
На фиг. 87 показана конструкция лекальных тисков и дана таблица их размеров. Основание тисков имеет ряд резьбовых отверстий, предназначенных для закрепления тисков винтами на различных приспособлениях. В неподвижной губке имеется отверстие для посадки измерительного штифта, который может служить базой при измерении длины наклонных участков профиля шаблона. Лекальные тиски изготовляются из стали, подвергаются закалке, отпуску и последующему шлифованию. Основание тисков, боковые грани, направляющие опорные плоскости неподвижной и подвижной губок должны быть отшлифованы так, чтобы боковые грани были строго перпендикулярны к основанию тисков и параллельны друг другу.
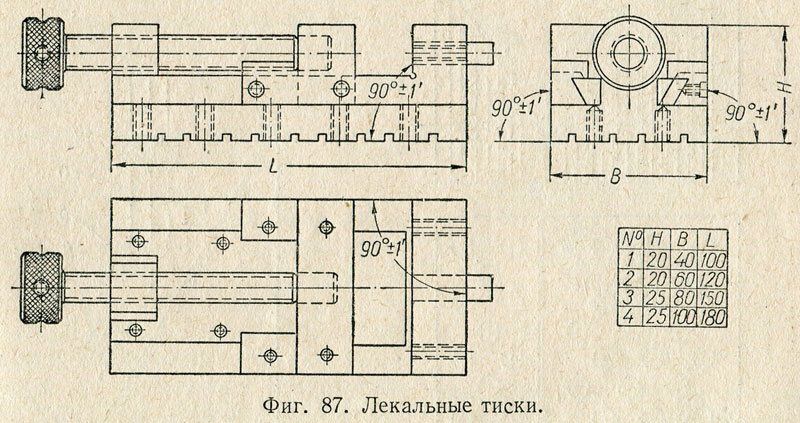
Опорная плоскость неподвижной губки должна быть перпендикулярна по отношению к основанию и боковым граням тисков. Перпендикулярность всех указанных плоскостей должна быть в пределах 90° ± 1'.
Магнитная призма. Для шлифования наклонных участков профиля шаблонов, расположенных под углами 15, 30, 45, 60 и 75° к базисным граням, применяют магнитные призмы (фиг. 88). Магнитная призма состоит из латунного корпуса с большим количеством отверстий, в которые запрессованы отожженные сердечники из низкоуглеродистой стали, являющиеся проводниками магнитного силового потока. Такая призма может быть изготовлена в виде сборной конструкции из чередующихся стальных и латунных пластин, соединенных медными заклепками. В обоих случаях должно быть обеспечено совпадение торцов круглых сердечников или стальных пластин с полюсами магнитного стола.
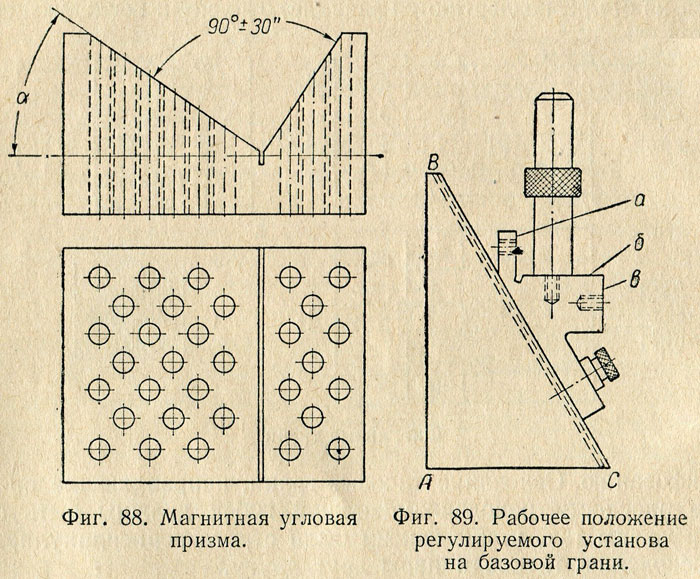
Регулируемый установ. Для контроля размеров готовых шаблонов или в процессе их шлифования применяется установ, показанный на фиг. 89.
Две грани призмы установа строго взаимно перпендикулярны. В третьей грани имеется Т-образный паз, по которому скользит продольный шип измерительного ползуна. Ползун может быть закреплен в любом месте грани.
Рабочие плоскости ползуна а, б, в должны быть доведены настолько точно, чтобы к ним можно было притирать мерные плитки. Плоскости а и в параллельны между собой и перпендикулярны плоскости АС.
Плоскости а и в должны быть параллельны грани призмы АВ, а плоскость б — параллельна грани АС. В подвижном ползуне имеется
три нарезанных отверстия, в которые ввинчивается измерительный стержень. Этот стержень (на фигуре он показан в вертикальном положении) применяется вместо измерительных плиток.
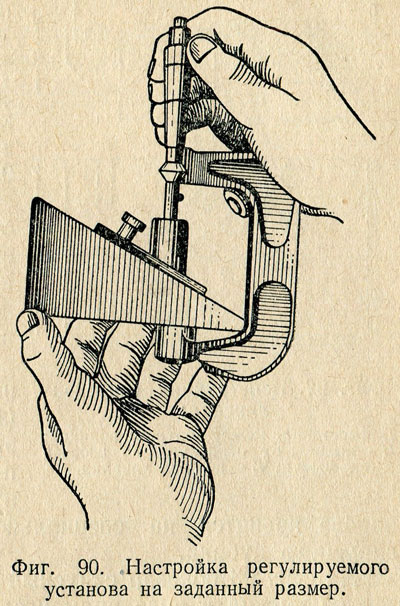
На фиг. 90 показан пример настройки установа на заданный размер.
Синусная линейка применяется не только для точного измерения углов, но и как точное приспособление к плоскошлифовальным станкам при шлифовании прямолинейных участков профиля шаблонов под различными углами наклона.
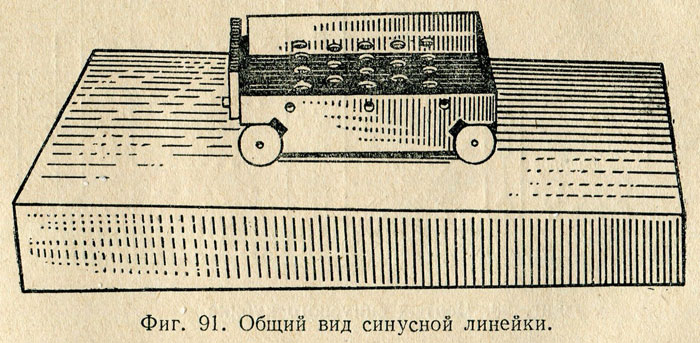
На фиг. 91 показан общий вид синусной линейки, а на фиг. 92 показана конструкция синуснбй линейки, состоящей из плиты, двух роликов, привинченных к ней двумя винтами каждый, и двух взаимно перпендикулярных опорных планок, привинченных к торцевой и боковой граням плиты. В плите имеются гладкие и нарезанные отверстия для крепления на синусной линейке различных приспособлений.
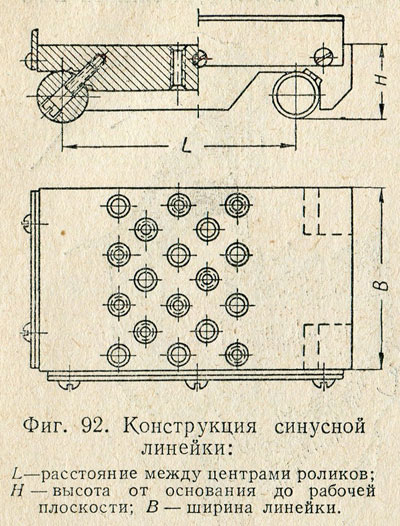
Все детали синусной линейки изготовлены из стали. Плита, ролики и опорные планки закаливаются и тщательно шлифуются.
Ролики и касательные к ним плоскости плиты доводятся. Ролики изготовляются диаметром 20 мм с точностью +0,002 мм для линеек 2-го класса точности и с точностью +0,001 мм для линеек 1-го класса точности. Расстояние между осями роликов делают чаще всего равным 100 мм , имеются линейки и с расстоянием между осями роликов, равным 150, 200 и 250 мм . Чем больше расстояние между осями роликов, тем точнее угол установки синусной линейки. Высокая точность установки синусной линейки на заданный угол не является постоянной. Погрешность угла установки с увеличением его от 0 до 90° прогрессивно возрастает.
Поэтому при шлифовании углов профиля шаблонов, больших 30 — 45°, следует пользоваться синусной линейкой в сочетании с угловой призмой, благодаря чему угол уклона шлифуемого участка получается в результате суммирования угла 30 - или 45 - градусной магнитной призмы с углом установки синусной линейки. Установку синусной линейки на угол свыше 45° можно осуществить и другими приемами, например, установкой тисков с зажатыми в них шаблонами на синусной линейке не основанием, а торцевой плоскостью, тогда угол установки синусной линейки получится равным не заданному углу уклона α°, а дополнительному углу (90° — α°).
Синусный кубик. В лекальном деле применяется синусный кубик, который представляет собой комбинацию, заменяющую тиски, угловую призму и синусную линейку. Синусный кубик весьма устойчив на магнитном столе. Однако точность в работе синусный кубик дает несколько меньшую, чем при работе с синусной линейкой.
Синусный кубик позволяет шлифовать прямолинейные участки профиля шаблонов под любым углом наклона с точностью для углов до ± 3' и для линейных размеров до ± 0,01 — 0,02 мм .
Недостатком, связанным с обработкой профиля шаблона при помощи синусной линейки и синусного кубика, является то, что при работе необходимо производить много вычислений.
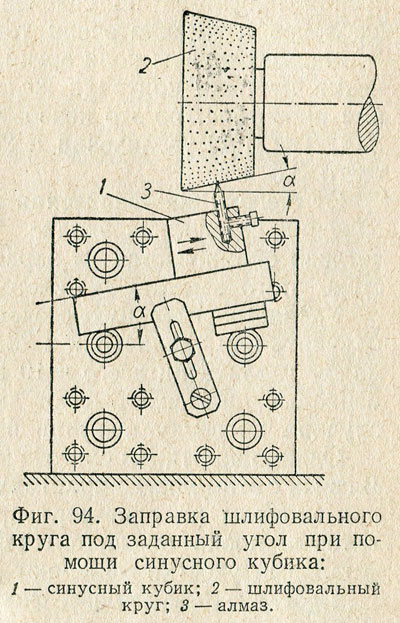
В тех случаях, когда требуется шлифовальный круг спрофилировать (заправить) под определенным углом, эту операцию также производят при помощи синусной линейки или синусного кубика. Для этого алмаз в оправе крепится на специальном ползуне синусной линейки или синусного кубика.
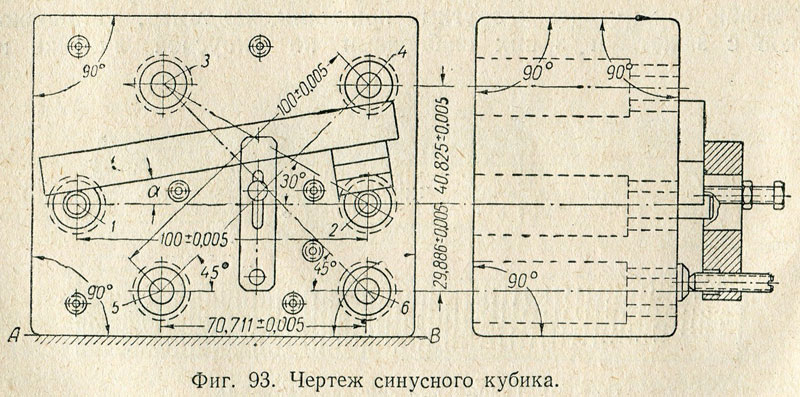
На фиг. 93 показан синусный кубик, корпус которого изготовляется из чугуна в виде прямоугольного параллелепипеда; все грани которого отшлифованы так, что пересекающиеся между собой плоскости взаимно перпендикулярны, а противолежащие пороллельны друг другу.
В корпусе синусного кубика имеется шесть отверстий с точными расстояниями между их осями. В эти отверстия запрессовывают стальные закаленные втулки, в которые плотно вставляются цилиндрические штифты, соответствующие роликам синусной линейки.
Линии, соединяющие центры отверстий 1 — 2, 3 — 4 и 5 — 6, расположены параллельно основной базовой грани АВ синусного кубика.
Отверстия 4, 2 и 6 имеют общую вертикальную ось. На расстоянии 70, 711 мм от нее проходит вертикальная ось, общая для отверстий 3 и 5.
Линии, соединяющие центры отверстий 3 — 6 и 4 — 5, образуют с той же базовой плоскостью углы 45°, а линия 2 — 3 образует угол 30°.
В корпусе синусного кубика, кроме указанных отверстий, имеется еще ряд отверстий для закрепления на кубике точной плоскопараллельной линейки и пачки шаблонов.
На фиг. 93 показана установка плоскопараллельной линейки под углом α° к базовой плоскости АВ.
На фиг. 94 показано профилирование шлифовального круга под заданный угол при помощи синусного кубика.
| предыдущая страница | Содержание | следующая страница |