На главную
ГЛАВА I
ОБОРУДОВАНИЕ РАБОЧЕГО МЕСТА СЛЕСАРЯ
1. ОБЩИЕ СВЕДЕНИЯ
Рабочим местом называется та часть производственной площади цеха, на которой расположены оборудование, инвентарь, инструмент и материалы, необходимые для выполнения производственного задания.
Вследствие разнообразия выполняемых слесарных операций рабочее место должно быть оборудовано так, чтобы слесарю были созданы все условия для высокопроизводительной работы.
Размер рабочего места слесаря определяется характером выполняемой работы, минимальный размер его должен быть не менее 1,6 м2. Площадь рабочего места должна быть хорошо освещена рассеянным естественным светом, поэтому слесарные участки и слесарные верстаки обычно располагают у окон южной или юго-западной стороны цеха или на площади, хорошо освещенной верхним потолочным светом через остекленную крышу (фонарь).
Рабочие места слесарей оборудуются слесарными верстаками. Для правильной организации рабочего места большое значение имеет конструкция и тип слесарных верстаков.
На слесарном верстаке слесарь располагает необходимый для работы инструмент, приспособления и различные материалы, детали, техническую документацию и т. п.
Верстак для слесарей по ремонту машинного, станочного оборудования и слесарей, которые изготовляют штампы, должен быть прочным и массивным (фиг. 1).
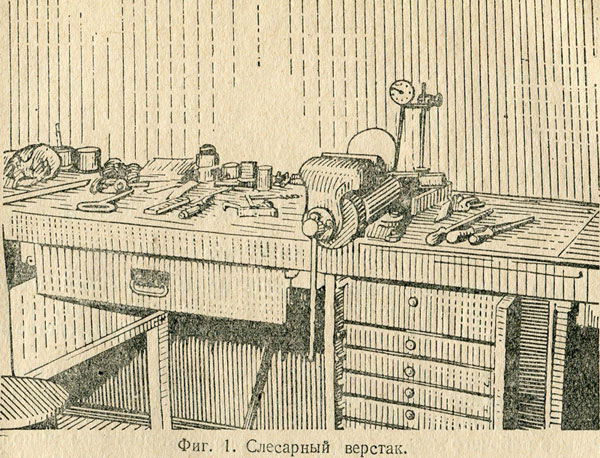
Верстаки бывают одноместные (индивидуальные), двухместные и многоместные — для одновременной работы нескольких слесарей. Наиболее распространенные и удобные для работы одноместные и двухместные верстаки.
Верстаки изготовляют из сосновых брусьев сечением 120 — 150 мм. Крышки делают из сосновых (или твердой породы дерева) досок толщиной 50 — 60 мм. Сверху крышки обычно покрывают кровельным железом. Для слесарей-ииструменталыциков и слесарей сборщиков приборов крышки верстаков покрывают линолеумом. Для большей устойчивости ножки верстака располагают друг от друга на расстоянии 1,5 — 1,6 м. Высота верстака 800 — 900 мм, ширина 800 — 900 мм. Длина верстака 1,5 м — для одного слесаря и 3,5 м — для двух слесарей. Каждый верстак в зависимости от количества рабочих мест оборудован ящиками для хранения инструмента.
Длинные и массивные верстаки благодаря своей прочности и значительному весу весьма удобны для эксплутации; они устойчивы при опиловке и рубке заготовок в тисках.
Для слесарных работ по сборке и ремонту приспособлений, станочного и другого оборудования применяют слесарные верстаки более легкого типа. Такие верстаки изготовляют из металла: ножки чугунные, верхнюю часть верстака делают из углового железа, крышку из сосновых досок толщиной 40—50 мм покрывают кровельным железом.
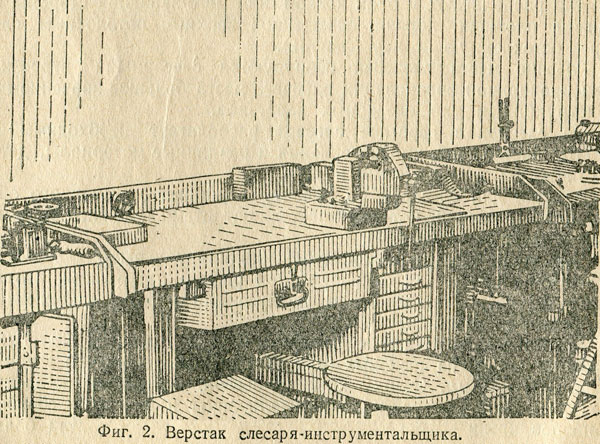
Для слесарей-лекалыциков и слесарей-инструменталыциков верстаки (фиг. 2) делают в виде деревянного стола с выдвижными ящиками для хранения инструмента.
Крышки верстаков имеют с трех сторон борта высотой 60 — 80 мм, которые предназначены для удержания деталей и инструмента от падения на пол. Как правило, крышки верстаков покрывают линолеумом, что предохраняет детали от повреждения.
При выполнении точных лекальных работ общего освещения бывает недостаточно, поэтому на каждом рабочем месте слесаря должна быть переносная электрическая лампа, что способствует созданию нормальных условий труда слесаря.
Слесарные тиски предназначены для закрепления обрабатываемых деталей.
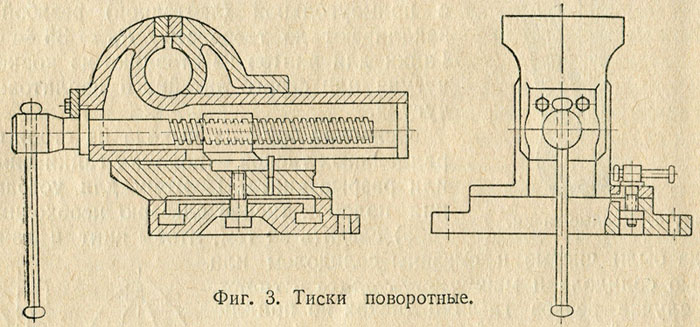
Для обработки крупных деталей применяют параллельные поворотные (фиг. 3) и неповоротные тиски с губками длиной 120—150 мм, а для обработки мелких деталей применяют параллельные поворотные тиски с губками длиной 90 мм. Для прецизионно-лекальных работ применяют параллельные тиски с длиной губок 60 мм.
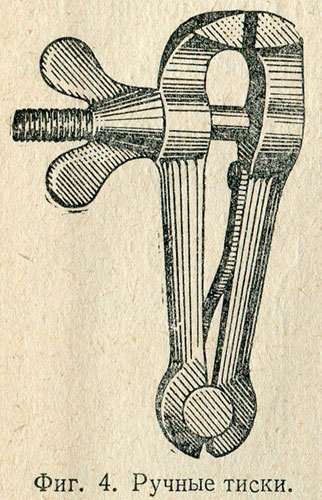
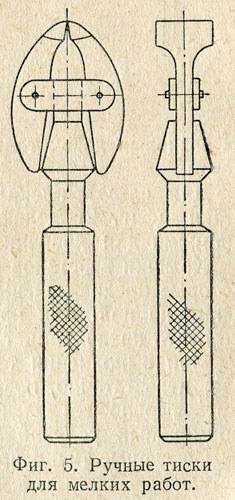
В отдельных случаях при обработке деталей весьма малых габаритов (деталей часового механизма и различных приборов) применяют ручные тиски (фиг. 4,5).
Корпусы параллельных тисков (как поворотных, так и неповоротных) отливают из серого чугуна. К губкам тисков привинчиваются
закаленные пластины, которые имеют перекрестную насечку, служащую для увеличения трения между губками и зажатой в них обрабатываемой деталью.
Винты тисков, предназначенные для перемещения подвижной губки, изготовляют из конструкционной углеродистой стали с прямоугольной (ленточной) резьбой и закаливают до твердости Rc = 35 — 40. Гайки для винтов изготовляют из ковкого чугуна или серого литейного перлитового чугуна.
Основная причина выхода из строя параллельных тисков —поломка гайки винта или разрыв винта. Поэтому для устранения поломок тисков слесарю необходимо:
а) следить за тем, чтобы винт и гайка всегда были чистые и смазаны солидолом или смесью солидола и машинного масла, в противном случае резьба гайки быстро сработается или произойдет заедание резьбы винта и гайки;
б) при зажатии детали в тисках не прикладывать больших усилий для зажатия (не применять рычагов для зажима), так как это может привести к срыву резьбы в гайке или винте или к разрыву винта;
в) не производить рубки зубилом заготовок, имеющих большие сечения, не ударять сильно молотком сверху по заготовке при загибе ее в тисках, не производить в тисках загибки больших сечений.
Эту работу необходимо выполнять не в тисках, а на наковальне или других приспособлениях.
Рабочее место слесаря должно быть организовано так, чтобы слесарь затрачивал мало времени на розыски инструмента. Редко применяемый инструмент должен храниться в инструментальной кладовой.
Одним из условий повышения производительности труда является правильное размещение инструмента на верстаке в период работы. Инструменты и приспособления должны располагаться в таком порядке: все то, что берется левой рукой, нужно располагать в левой части верстака, то, что берется правой рукой, располагается в правой части верстака.
Предметы, которыми слесарь пользуется чаще, располагают ближе к рабочему месту, и, наоборот, то, чем пользуются реже, —дальше от рабочего места. Такое расположение должно быть постоянным, чтобы слесарь во время работы мог брать нужный предмет, не затрачивая много времени на отыскание его.
Хранить инструмент следует в выдвижных ящиках или в шкафу в таком порядке, чтобы режущий инструмент - напильники, метчики, развертки, сверла и т. п. не портился, а мерительный инструмент — штангенциркули, микрометры, различные калибры и т. п. не получал забоин и царапин от ударов.
Для этого в выдвижном инструментальном ящике слесарного верстака делают поперечные полочки шириной 150 — 160 мм. Каждая ячейка должна предназначаться для одного вида инструмента.
В одном из инструментальных ящиков, вдоль его боковых сторон, прибивают по 3 — 4 ступенчатых планки, на которые кладут напильники, при этом напильники больших размеров располагают на нижних ступеньках, а малых — на верхних.
Дно ящика делят на несколько клеток для хранения сверл, разверток метчиков и плашек.
На остальной площади ящика необходимо хранить более грубый инструмент, как-то: молотки, зубила, крейцмейсели и т. д.
После окончания работы напильники необходимо очищать от металлических опилок и грязи проволочной щеткой, вытирать чистой тряпкой или салфеткой. Рабочие части режущего и мерительного инструмента следует смазывать тонким слоем вазелина.
| предыдущая страница | Содержание | следующая страница |