На главную
3. ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ
Сверла. Наиболее распространенным типом сверл являются спиральные сверла. На фиг. 129 показаны типы сверл.
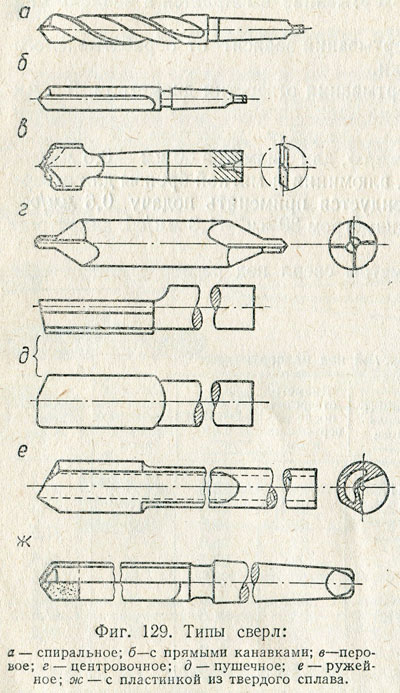
Сверло состоит из рабочей части (канавок для отвода стружек и режущих кромок), которая непосредственно образует отверстие, и хвостовика, который служит для закрепления сверла в патроне или в шпинделе станка. Хвостовики могут быть как цилиндрические, так и конусные. Работа сверла зависит от его материала, заточки и обрабатываемого материала.
Чтобы уменьшить трение сверла об обрабатываемый материал, на сверлах делают уменьшенный диаметр направляющих кромок (обратный конус) в пределах от 0,03 до 0,08 на 100 мм длины сверла.
Зенкеры (фиг. 130) предназначены для расточки просверленного отверстия и подготовки отверстия под развертывание.
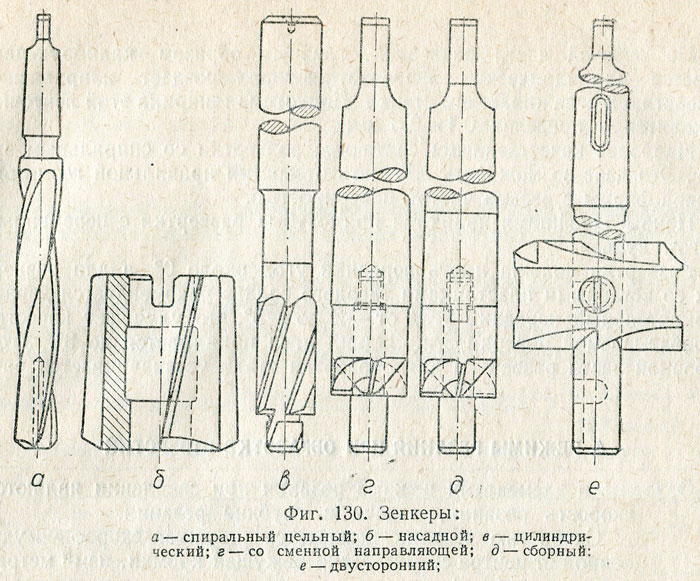
По своей конструкции зенкеры бывают трехзубые, четырехзубые и др. Кроме этого, зенкеры могут иметь цилиндрические направляющие и торцевые зубья, расположенные под углом 90° к направляющим, что дает возможность производить подрезку торцов в отверстиях.
Зенкеры бывают двух типов: зенкер №1- для предварительного зенкерования отверстий с исполнительными размерами меньше номинального размера обрабатываемого отверстия, что дает гарантию оставления припуска под развертку, зенкер №2 — для окончательной обработки отверстий по 4 и 5-му классам точности.
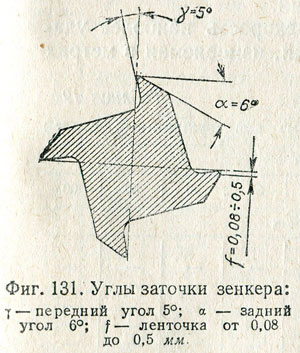
Зенкеры изготовляются со следующими углами: передний угол 5 — 10°; задний угол 6° (фиг. 131).
Зенковки. Это тип зенкеров, которые образуют конические, цилиндрические и плоские поверхности, прилегающие к основному отверстию и расположенные концентрично с ним.
На фиг. 132 изображены типы зенковок. Зенковки конические применяются для изготовления конических отверстий, зенковки цилиндрические с направляющей применяются для образования углублений под цилиндрические головки винтов.

Развертки применяются для окончательной обработки отверстий. Развертка (фиг. 133) состоит из рабочей части (заборной и калибрующей), хвостовика, при помощи которого она крепится к станку, и шейки, соединяющей рабочую часть и хвостовик.
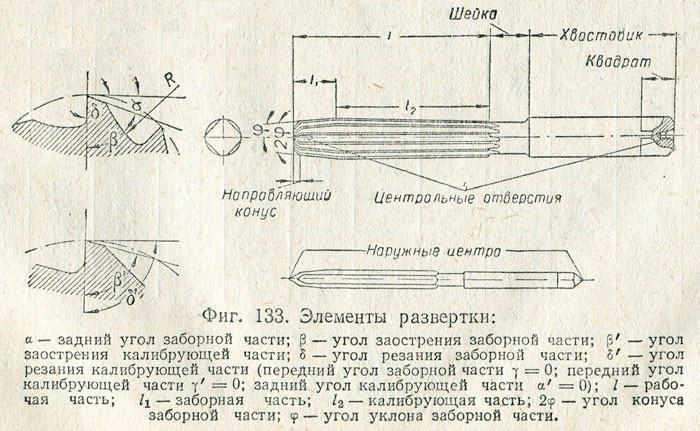
На рабочей части развертки, главным образом калибрующей, имеется цилиндрическая ленточка, которая создает направление отверстию и сглаживает его стенки. Допустимая ширина этой ленточки находится в пределах 0,1 — 0,3 мм .
Наиболее качественными считаются развертки со спиральным зубом. Это дает возможность получать отверстия правильной геометрической формы с весьма чистой поверхностью.
Наивыгоднейшими являются прямозубые развертки с переменным шагом зубьев.
Развертка должна иметь передний угол около 0°, а для разверток со вставными пластинками твердого сплава рекомендуется давать отрицательный передний угол от — 3 до — 5°, это улучшает качество обрабатываемой поверхности. Задний угол принимается до 8°. Угол заборной части развертки для обработки стали устанавливается равным 15 — 20° и для обработки чугуна - 4 — 5°.
| предыдущая страница | Содержание | следующая страница |