На главную
6. ПЛОСКОЕ ШЛИФОВАНИЕ
Плоскошлифовальные станки по методу работы делятся на станки, работающие цилиндрической поверхностью круга, и станки, работающие торцевой его поверхностью.
Плоскошлифовальные станки изготовляются с горизонтальным и вертикальным расположением шпинделей.
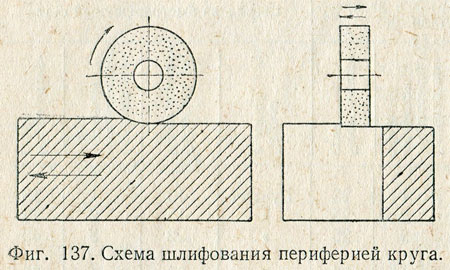
При плоском шлифовании периферией круга (фиг. 137) можно осуществлять подачу как навстречу вращению круга, так и по направлению его вращения. Стол станка имеет возвратно-поступательное движение. Поперечная подача (подача вдоль оси шпинделя станка) осуществляется после каждого продольного перемещения круга на ширину снимаемого слоя. При этом круг снимает слой металла, равный глубине резания и ширине поперечной подачи круга. Если вся ширина шлифования плоскости пройдена, круг вновь подают на глубину резания, переключая поперечную подачу в противоположном направлении.
Кроме указанного метода, существует еще метод шлифования установленным кругом, при этом круг подается на глубину резания за каждый ход стола. После снятия припуска круг перемещают вдоль оси шпинделя на 4/5 его ширины. Так повторяются переходы до полного снятия припуска на плоскости.
При этом окончательный проход осуществляется поперечной подачей круга.
Шлифованием периферией круга достигается высокая точность плоскостей шлифуемых деталей.
Незначительный нагрев деталей при шлифовании периферией круга не вызывает деформации детали в процессе шлифования.
Наиболее производительным методом шлифования является шлифование торцом круга (фиг. 138), так как при этом шлифуется большая поверхность. Стол станка получает возвратнопоступательное или вращательное движение в зависимости от типа шлифовального станка. Крепление обрабатываемых деталей может производиться непосредственно на столе станка прижимными планками. Для быстрого закрепления деталей применяются станочные тиски или электромагнитные плиты.

Электромагнитная плита работает по принципу намагничивания сердечника. Если по намотанной катушке с сердечником пропустить постоянный ток, то от действия проходящего тока железный сердечник ее намагничивается, приобретая свойство притягивать сталь и чугун. Если железный сердечник согнуть по форме подковы, то наблюдается более сильное намагничивание. Подковообразные магниты, соединенные в группу, образуют магнитную плиту (фиг. 139).
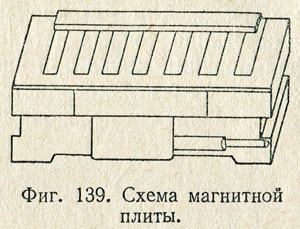
В магнитной плите магнитные полюсы изолируют друг от друга медью или другим антимагнитным металлом, поэтому магнитные силовые линии не рассеиваются в плите, а направляются на шлифуемую деталь, замыкая магнитный поток.
Величины скоростей шлифовальных кругов при плоском шлифовании приведены в табл. 24.
Таблица 24
Скорости шлифовальных кругов при плоском шлифовании
Метод шлифования | Шлифуемый |
Скорости шлифовальных кругов | |
При предвари- | При окончатель- | ||
Шлифование периферией круга | Чугун | 20-22 | 22-25 |
Правка шлифовальных кругов. При продолжительной работе шлифовальным кругом обрабатываемая поверхность детали или инструмента становится грубее, появляются цвета побежалости (прижоги). Это явление объясняется тем, что шлифуемое зерно круга притупилось или сработалось. Часто можно наблюдать загрязнение или «засаливание» круга, поры круга забиваются металлической пылью, при этом абразивные зерна его перестают резать, обрабатываемая деталь греется больше нормального. Это можно объяснить тем, что круг был выбран неправильно или неправильно были подобраны режимы шлифования. «Засаливание» круга чаще всего наблюдается при обработке цветных металлов и их сплавов (латунь, бронза, алюминий). Чтобы устранить эти явления, необходимо произвести правку шлифовального круга, поменять скорость резания, а если это не поможет, то заменить шлифовальный круг на более мягкий или с более крупной зернистостью.
Правкой достигают выравнивания профиля круга и его затачивания, т. е. удаления затупившихся абразивных зерен. Если для данной работы подобран круг правильно, то при работе наблюдается самозатачивание круга. Затупившиеся зерна круга в процессе шлифования скалываются, обнажая новые острые абразивные зерна.
Правку шлифовальных кругов производят: алмазами, алмазометаллическими карандашами, карборундовыми кругами и другими заменителями алмаза.
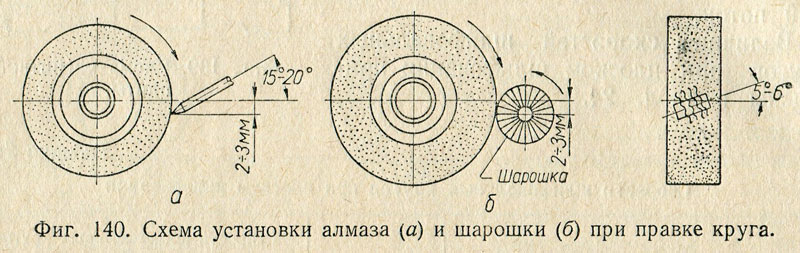
По твердости алмаз среди известных минералов занимает первое место. Алмазом производится правка шлифовальных кругов при шлифовании точных деталей, а также в случаях необходимости профилирования круга при чистовом фасонном шлифовании. Для правки кругов алмаз закрепляется (зачеканивается) в специальную оправку. При правке необходимо, чтобы толщина снимаемого с круга слоя за один проход была не более 0,01 — 0,03 мм. Алмаз устанавливается на столе станка ниже центра круга на 2 — 3 мм с наклоном под углом 15 — 20° (фиг. 140). Крупные зерна алмазов из-за высокой стоимости заменяют мелкими зернами или алмазной крошкой, из которой изготовляются алмазо-металлические карандаши. Алмазные зерна в алмазо-металлическом карандаше расположены по нескольку штук в слое и сцементированы тугоплавкими металлами (кобальт, никель, вольфрам в виде цилиндра). Алмазо-металлическим карандашом можно править круги всех категорий твердости, любой зернистости и размеров.
| предыдущая страница | Содержание | следующая страница |