На главную
5. ЗАТОЧКА И СТОЙКОСТЬ СПИРАЛЬНЫХ СВЕРЛ
Спиральное сверло имеет, как и резец, передний и задний углы резания, спиральные канавки, служащие для отвода стружки и образующие передние углы; задние углы сверла образуются при заточке задних поверхностей у вершины сверла, они являются переменными, увеличиваясь от периферии к центру сверла (фиг. 134). Угол при вершине сверла затачивается на 116 — 120°. Чтобы повысить стойкость сверла, применяется двойная заточка.
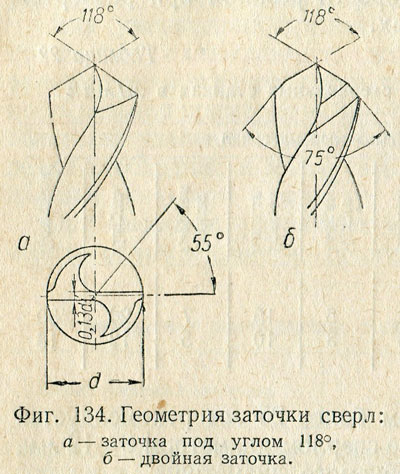
Как видно из фиг. 134, кроме угла 116 — 120°, сверло имеет дополнительный угол 70 — 80°, вследствие чего улучшаются условия образования стружки и теплоотвода из зоны резания. Двойную заточку рекомендуется производить на сверлах диаметром свыше 10 мм.
На фиг. 135 показан простейший станок для заточки сверл. Этот станок состоит из корпуса со шпиндельной головкой, на которой крепится круг для заточки. Станок снабжен державкой для крепления сверла. Она расположена под углом 58 — 60° к оси круга, что дает возможность выдерживать угол 118° при вершине сверла. Кроме этого, державка наклонена в другой плоскости на 13°,что позволяет затачивать задний угол режущей кромки.
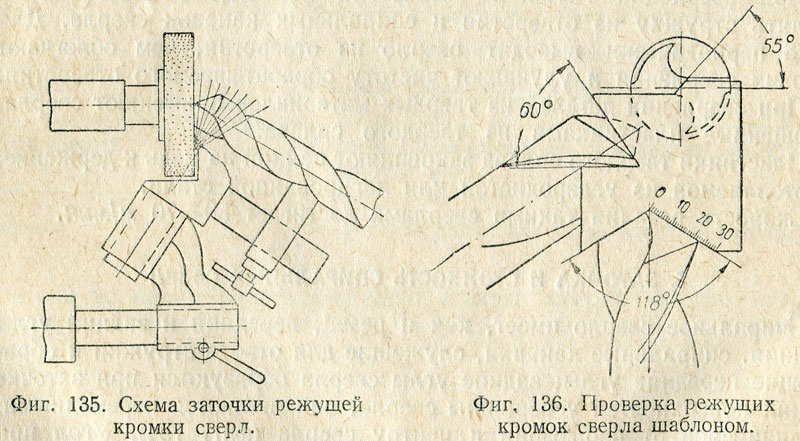
После заточки сверла подвергаются контролю. Специальным шаблоном проверяется одновременно угол при вершине и длина режущих кромок (фиг. 136).
Правильная заточка, кроме повышения стойкости сверла, исключает «разбивание» отверстий.
Заточка сверл от руки требует навыка от слесаря, так как не всегда удается заточить режущие кромки абсолютно одинаково. Заточенное сверло, имеющее неодинаковые длины режущих кромок, будет сверлить отверстия большего диаметра. При этом сверло будет отклоняться от первоначального направления, т. е. уводить отверстие от оси.
Стойкость спирального сверла зависит от материала сверла, скорости резания, подачи и обрабатываемого материала детали. Износ сверла больше всего наблюдается по задней грани и по ленточкам. Так как на диаметре сверла режущая кромка имеет наибольшую окружную скорость, сверло истирается прежде всего у калибрующей ленточки.
При появлении признаков затупления необходимо перетачивать сверло.
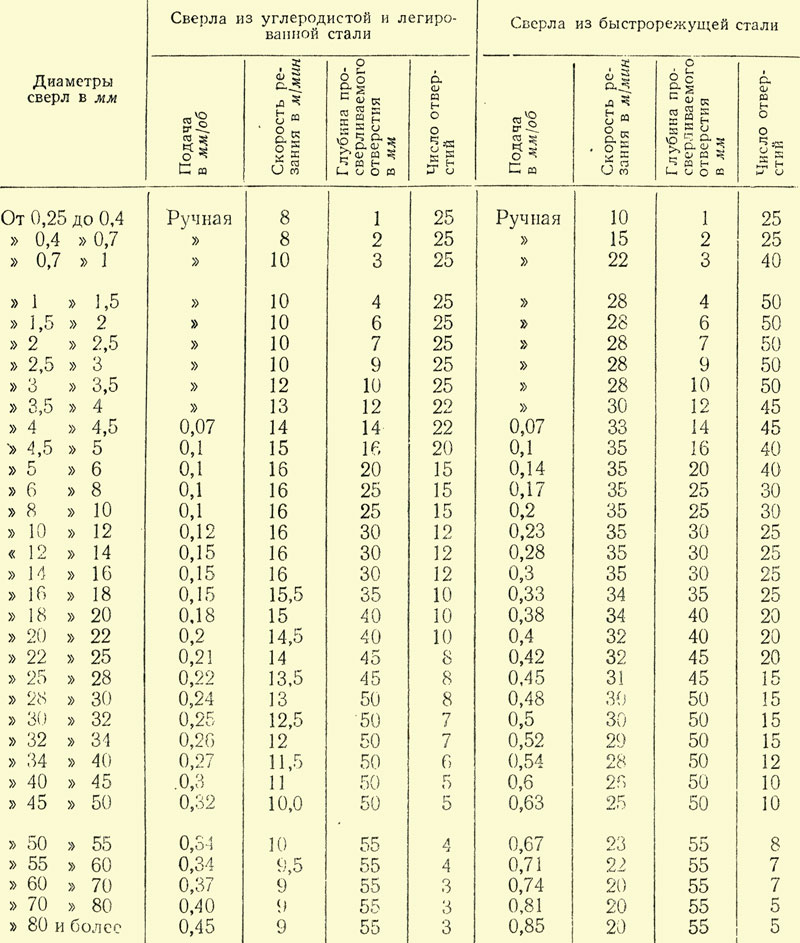
Данные стойкости спиральных сверл между двумя переточками приведены в табл. 23.
Таблица 23
Стойкость спиральных сверл между двумя переточками
| предыдущая страница | Содержание | следующая страница |