На главную
ГЛАВА X
ИСТОЧНИКИ ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА
§ 44. ОДНОПОСТОВЫЕ СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ
Сварочные трансформаторы по фазности электрического тока подразделяются на однофазные и трехфазные, а по количеству постов — на однопостовые и многопостовые. Однопостовой трансформатор служит для питания сварочным током одного рабочего места и имеет соответствующую внешнюю характеристику.
Многопостовой трансформатор служит для одновременного питания нескольких сварочных дуг (сварочных постов) и имеет жесткую характеристику. Для создания устойчивого горения сварочной дуги и обеспечения падающей внешней характеристики в сварочную цепь дуги включают дроссель. Для дуговой сварки сварочные трансформаторы подразделяются по конструктивным особенностям на две основные группы:
трансформаторы с нормальным магнитным рассеянием, конструктивно выполненные в виде двух раздельных аппаратов (трансформатор и дроссель) или в едином общем корпусе;
трансформаторы с развитым магнитным рассеянием, конструктивно различающиеся по способу регулирования (с подвижными катушками, с магнитными шунтами, со ступенчатым регулированием).
В СССР нашли применение трансформаторы обеих групп, а за последние годы преимущественно трансформаторы в однокорпусном исполнении с развитым магнитным рассеянием и с магнитными шунтами.
Трансформаторы с нормальным магнитным рассеянием.
Трансформаторы с отдельным дросселем. Жесткая внешняя характеристика такого трансформатора получается за счет незначительного магнитного рассеяния и малого индуктивного сопротивления обмоток трансформатора. Падающие внешние характеристики создаются дросселем, имеющим большое индуктивное сопротивление.
Технические данные трансформаторов СТЭ-24У и СТЭ-34У с дросселями приведены в табл. 23.
Таблица 23
Технические характеристики сварочных трансформаторов
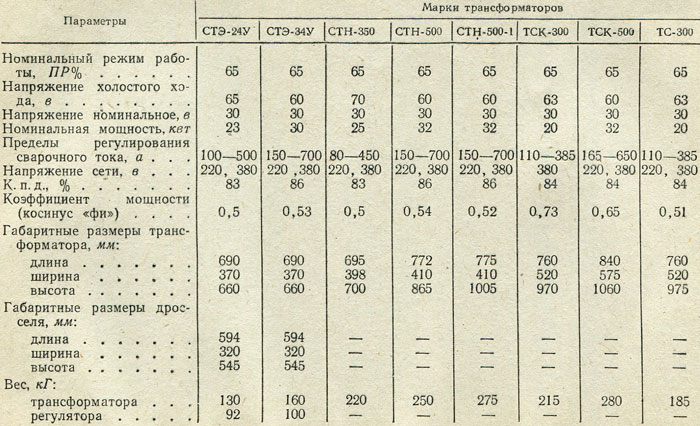
Продолжение табл. 23
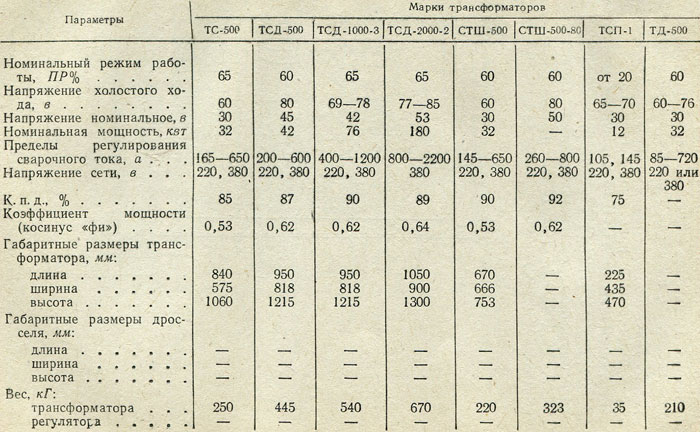
Трансформаторы типа СТН со встроенным дросселем. По этой конструктивной схеме выполнены трансформаторы СТН-500 и СТН-500-1 для ручной дуговой сварки и трансформаторы с дистанционным управлением ТСД-500, ТСД-2000-2, ТСД-1000-3 и ТСД-1000-4 для автоматической и полуавтоматической сварки под флюсом. Технические данные указанных трансформаторов приведены в табл. 23.
Схема конструкции трансформатора типа СТН системы академика В. П. Никитина и его внешние статические характеристики показаны на рис. 58. Магнитное рассеяние и индуктивное сопротивление обмоток (1 и 2) трансформатора невелики, внешняя характеристика жесткая. Падающая характеристика создается за счет реактивиой обмотки 3, создающей индуктивное сопротивление. Верхняя часть магнитопровода является одновременно и частью сердечника дросселя.
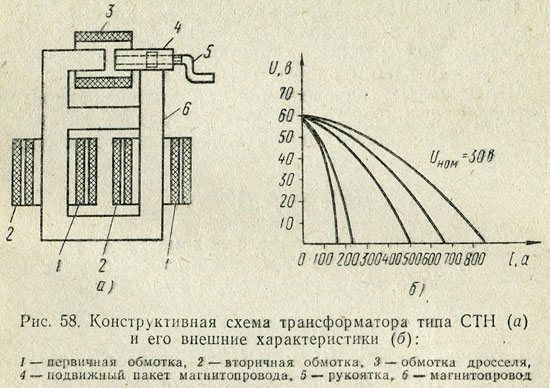
Величина сварочного тока регулируется перемещением подвижного пакета 4 (винтовым механизмом с помощью рукоятки 5). Напряжение холостого хода у этих трансформаторов 60 — 70 в, а номинальное рабочее напряжение Uном = 30 в. Несмотря на объединенный магнитопровод, трансформатор и дроссель работают независимо друг от друга. В электротехническом отношении трансформаторы типа СТН не отличаются от трансформаторов с отдельными дросселями типа стэ.
Для автоматической и полуавтоматической сварки применяют трансформаторы типа ТСД. Общий вид конструкции трансформатора ТСД-1000-3 и его электрическая схема показаны на рис. 59 и 60.
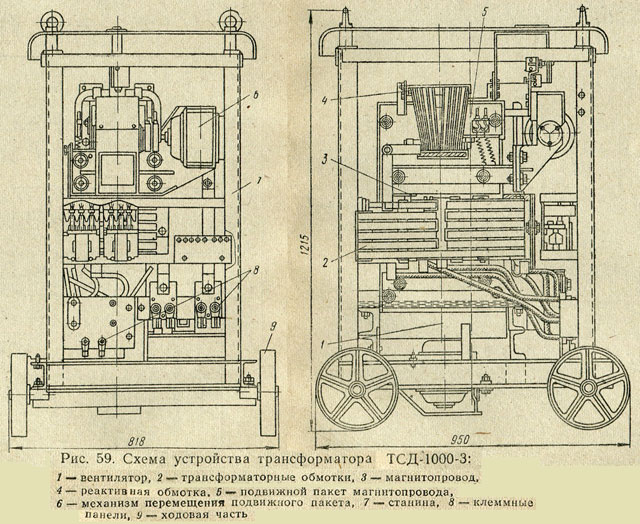
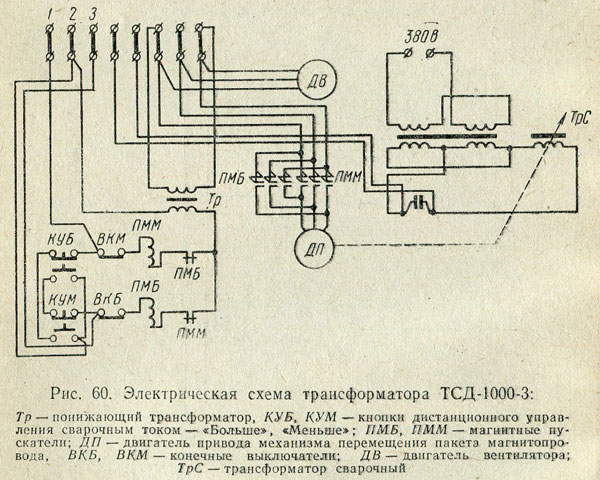
Трансформаторы типа ТСД имеют повышенное напряжение холостого хода (78 — 85 в), необходимое для стабильного возбуждения и горения сварочной дуги при автоматической сварке под флюсом.
Падающая внешняя характеристика трансформатора создается реактивной обмоткой 4.
Трансформатор типа ТСД имеет специальный электропривод для дистанционного регулирования сварочного тока. Для включения приводного синхронного трехфазного электродвигателя ДП с понижающим червячным редуктором служат два магнитных пускателя ПМБ и ПММ, управляемые кнопками. Перемещение подвижной части пакета магнитопровода ограничивается конечными выключателями ВКБ и ВКМ.
Трансформаторы снабжены фильтрами для подавления радиопомех. Кроме применения для автоматической и полуавтоматической сварки под флюсом, трансформаторы ТСД-1000-3 и ТСД-2000-2 применяются в качестве источника питания для термической обработки сварных соединений из легированных и низколегированных сталей.
Трансформаторы с развитым магнитным рассеянием. Трансформаторы типа ТС и ТСК представляют собой передвижные понижающие трансформаторы стержневого типа с повышенной индуктивностью рассеяния. Они предназначены для ручной дуговой сварки и наплавки, могут применяться для сварки под флюсом тонкими проволоками. В трансформаторах типа ТСК параллельно первичной обмотке подключен конденсатор для повышения коэффициента мощности.
Трансформаторы типа ТС, ТСК не имеют подвижных сердечников, склонных к вибрации, поэтому они работают почти бесшумно. Регулирование сварочного тока осуществляется изменением расстояния между подвижной I и неподвижной II катушками (рис. 61, в). При удалении подвижной катушки от неподвижной увеличиваются магнитные потоки рассеяния и индуктивное сопротивление обмоток. Каждому положению подвижной катушки соответствует своя внешняя характеристика. Чем дальше находятся друг от друга катушки, тем большее число магнитных силовых линий будет замыкаться через воздушные пространства, не захватывая второй обмотки, и тем круче будет внешняя характеристика. Напряжение холостого хода в трансформаторах этого типа при сдвинутых катушках на 1,5 — 2 в больше номинального значения (60 — 65 в).
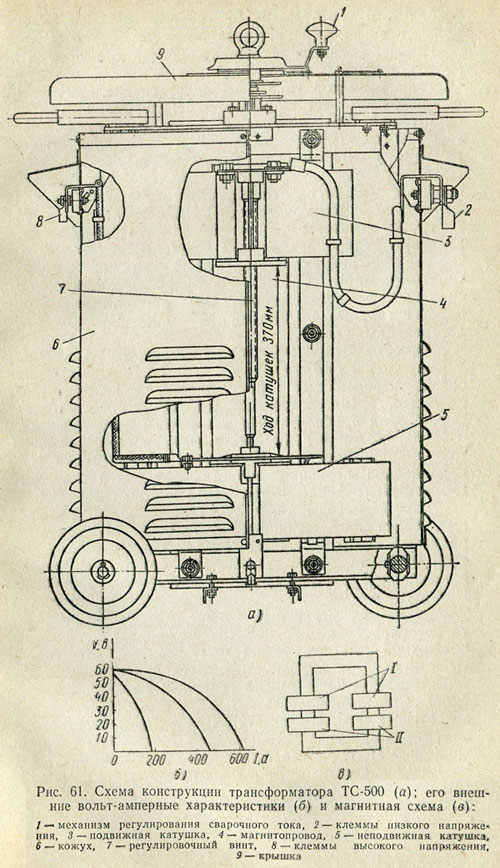
Конструкция трансформатора ТС-500 и внешние вольт-амперные характеристики показаны на рис. 61,а,б. Технические данные трансформаторов ТС и ТСК приведены в табл. 23.
Трансформаторы с магнитными шунтами типа СТАН, ОСТА и СТШ.
Разработанные Институтом электросварки имени Е. О. Патона сварочные трансформаторы типа СТШ-500 (А-760) имеют высокие эксплуатационные показатели и большой срок службы по сравнению с трансформаторами типа ТС, ТСК, ТД.
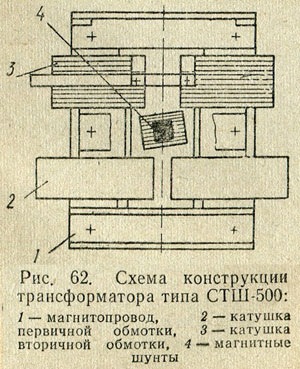
Трансформатор СТШ стержневого типа, однофазный, выполнен в однокорпусном исполнении и предназначен для питания электрической сварочной дуги переменным током частотой 50 гц при ручной дуговой сварке, резке и наплавке металлов. На рис. 62 показана схема трансформатора СТШ-500.
Магнитопровод (сердечник трансформатора) изготовляется из электротехнической стали Э42 толщиной 0,5 мм. Стальные листы соединяют изолированными шпильками.
Катушки первичной обмотки трансформатора выполнены из изолированного алюминиевого провода прямоугольного сечения, а вторичной — из голой алюминиевой шины, между витками которой прокладывают асбестовые прокладки, предназначенные для изоляции витков от короткого замыкания.
Регулятор тока состоит из двух подвижных магнитных шунтов, расположенных в окне магнитопровода. Вращением винта по часовой стрелке шунты раздвигаются, а против часовой — сдвигаются, происходит плавное регулирование сварочного тока. Чем меньше расстояние между шунтами, тем меньше сварочный ток, и наоборот. Шунты изготовляют из той же электротехнической стали, что и мапштопровод.
Для снижения помех радиоприемным устройствам, возникающих при сварке, применяют емкостный фильтр из двух конденсаторов типа КБГ-И. Конденсаторы смонтированы на стороне высокого напряжения.
В настоящее время создан ряд новых переносных источников питания сварочной дуги переменным током — малогабаритные трансформаторы. Примерами таких трансформаторов являются, например, монтажные трансформаторы ТМ-300-П, ТСП 1 и ТСП-2.
Монтажный трансформатор ТМ-300-П предназначен для питания сварочной дуги при однопостовой дуговой сварке на монтажных, строительных и ремонтных работах. Трансформатор обеспечивает крутопадающую внешнюю характеристику (с отношением тока короткого замыкания к току номинального рабочего режима 1,2 — 1,3) и ступенчатое регулирование сварочного тока, что позволяет выполнять сварку электродами диаметром 3, 4 и 5 мм. Он однокорпусной, имеет малый вес и удобен для транспортирования. Трансформатор ТМ-300-П имеет разделенные обмотки, что позволяет получать значительное индуктивное сопротивление для создания падающих внешних характеристик. Магнитопровод стержневого типа набирается из холоднокатаной текстурированной стали Э310, Э320, Э330 толщиной 0,35 — 0,5 мм. Электрическая схема трансформатора приведена на рис. 63.
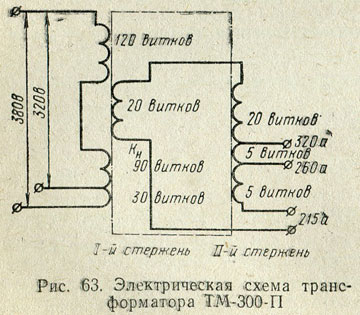
Первичная обмотка состоит из двух катушек одинакового размера, полностью размещенных на одном стержне магнитопровода. Вторичная обмотка также состоит из двух катушек, из которых одна — основная — размещается на стержне магнитопровода вместе с первичной обмоткой, а вторая — реактивная — имеет три отпайки и размещается на другом стержне магнитопровода.
Реактивная вторичная обмотка значительно удалена от первичной обмотки и имеет большие потоки рассеяния, определяющие повышенное индуктивное ее сопротивление. Величина сварочного тока регулируется переключением числа витков реактивной обмотки. Такое регулирование тока позволяет увеличить напряжение холостого хода при малых токах, обеспечивая условия для устойчивого горения сварочной дуги.
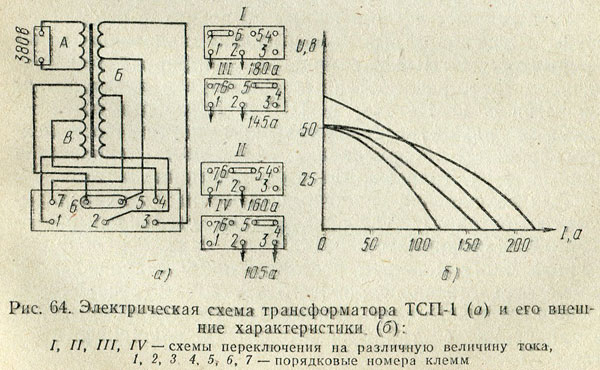
Первичную обмотку выполняют из медного провода с изоляцией, а вторичную обмотку наматывают шинкой. Обмотки пропитывают кремнийорганическим лаком ФГ-9, что позволяет повышать температуру их нагрева до 200° С. Магнитопровод с обмотками размещается на тележке с двумя колесами. Для сварки в монтажных условиях электродами диаметром 3 и 4 мм применяют облегченный трансформатор ТСП-1. Трансформатор рассчитан на кратковременную работу при коэффициенте загрузки поста менее 0,5 и электродах диаметром до 4 мм. Электрическая схема и внешние характеристики такого трансформатора показаны на рис. 64. Вследствие большого расстояния между первичной обмоткой А и вторичной обмоткой Б образуются значительные потоки магнитного рассеяния. Падение напряжения за счет индуктивного сопротивления обмоток обеспечивает крутопадающие внешние характеристики.
Регулирование сварочного тока ступенчатое, как и у сварочного трансформатора ТМ-300-П.
Для уменьшения веса конструкция трансформатора выполнена из высококачественных материалов — магнитопровод — из холоднокатаной стали, а обмотки — из алюминиевых проводов с теплостойкой стеклянной изоляцией.
Технические данные трансформатора ТСП-1 приведены в табл. 23.
Для сварки в монтажных условиях выпускаются также малогабаритные облегченные сварочные трансформаторы СТШ-250 с плавным регулированием сварочного тока, разработанные Институтом электросварки имени Е. О. Патона, и ТСП-2, разработанные Всесоюзным научно-исследовательским институтом электросварочного оборудования. Основные технические данные этих трансформаторов приведены в табл. 24.
Таблица 24
Технические характнристики трансформаторов СТШ-250 и ТСП-2
Параметры | Тип сварочного трансформатора |
|
СТШ-250 | ТСП-2 |
|
Номинальный сварочный ток, а | 250 | 300 |
Для выполнения сварочных работ на различной высоте в монтажных условиях создан специальный сварочный трансформатор ТД-304 на салазках, оборудованный дистанционным регулированием сварочного тока непосредственно с рабочего места электросварщика. Основные технические данные такого трансформатора в сравнении с трансформатором ТС-300 приведены в табл. 25.
Таблица 25
Технические характеристики трансформаторов ТД-304 и ТС-300
Параметры | Тип трансформатора |
|
ТД-304 | ТС-300 |
|
Номинальная величина сварочного тока, а | 300 | 300 |
| предыдущая страница | Содержание | следующая страница |