На главную
§ 45. МНОГОПОСТОВЫЕ И СПЕЦИАЛЬНЫЕ СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ
Многопостовые трансформаторы. Для многопостовой сварки может быть использован любой сварочный трансформатор типа СТЭ с жесткой внешней характеристикой при условии присоединения к каждому посту регулятора тока (дросселя) типа РСТ, обеспечивающего падающую внешнюю характеристику.
Количество постов, подключаемое к многопостовому сварочному трансформатору, определяется по формуле
где n — количество постов;
Iтр — номинальный ток сварочного трансформатора;
In — сварочный ток поста;
К — коэффициент загрузки, равный 0,6 — 0,8.
На рис. 65 показана электрическая схема многопостовой сварки от однофазного трансформатора с жесткой характеристикой и регулятором тока типа РСТ.
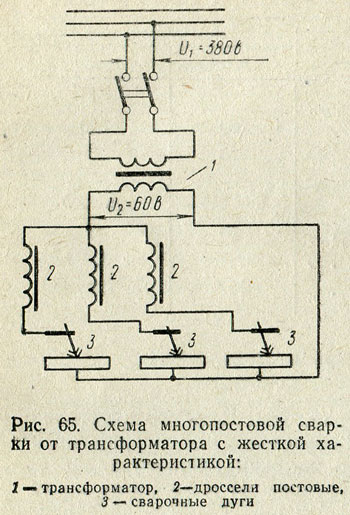
Применение многопостовых сварочных трансформаторов позволяет более полно использовать мощность оборудования.
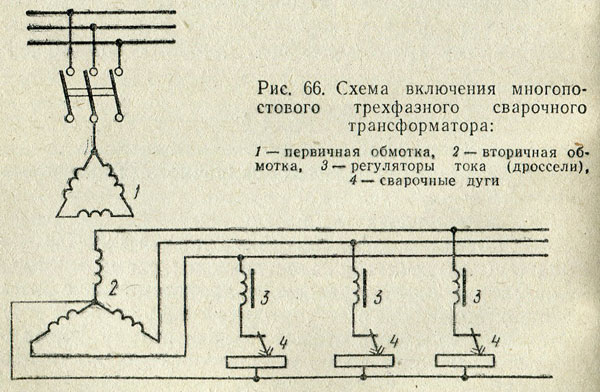
Для многопостовой сварки применяют также трехфазные трансформаторы с параллельным питанием нескольких сварочных постов. Как видно из рис. 66, такой трансформатор имеет первичную обмотку 1, соединенную «треугольником», и вторичную обмотку 2, соединенную «звездой». Фазовое напряжение (напряжение между нулевым проводом и любой из фаз) должно быть 65 — 70 в.
Регулирование сварочного тока и обеспечение падающей характеристики на каждом сварочном посту осуществляется с помощью дросселей типа РСТ.
Мпогопостовые сварочные трансформаторы имеют ограниченное применение.
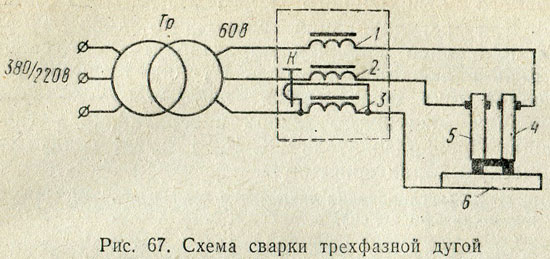
Трехфазный сварочный трансформатор может быть применен для ручной дуговой сварки двумя электродами (рис. 67). В этом случае обеспечивается большая производительность сварки, экономится электроэнергия, больше косинус «фи», равномернее распределяется нагрузка между фазами. Регулятор тока такого трансформатора Тр состоит из двух сердечников с регулируемыми воздушными зазорами. Две обмотки регулятора 1 и 2 расположены на одном сердечнике и включаются последовательно с электродами, обмотка 3 — на втором сердечнике и подключается к свариваемой конструкции. При трехфазной сварке горят по рассматриваемой схеме одновременно три дуги: две между каждым из электродов 4, 5 и свариваемым изделием 6, и одна между электродами 4 и 5. Для прекращения горения дуги между электродами 4 и 5 предусмотрен магнитный контактор К, катушка которого включена параллельно обмотке 3 регулятора и разрывает электрическую цепь между электродами.
Сварочные преобразователи повышенной частоты. При дуговой сварке металлов небольших толщин на малых токах, а также при сварке неплавящимся электродом в защитных газах стабильность горения дуги переменного тока невысока. Ее можно повысить путем увеличения частоты тока, либо повышением напряжения холостого хода, что, однако, ограничено условиями техники безопасности и снижением косинуса «фи».
Принцип повышения стабильности дуги использован Ленинградским заводом. «Электрик» в разработанном однокорпусном передвижном сварочном преобразователе ПС-100-1, который предназначен для питания дуги переменным током повышенной частоты при сварке металла толщиной до 3 мм. Преобразователь состоит из генератора с независимым возбуждением и приводного асинхронного короткозамкнутого двигателя. Для регулирования сварочного тока и получения падающей внешней характеристики в сварочную цепь включается дроссель РТ-100. Плавное регулирование тока осуществляют винтовым механизмом; изменением воздушного зазора в сердечнике магнитопровода. Преобразователь ПС-100-1 имеет следующую техническую характеристику:
пределы регулирования сварочного тока, а ... 20—115
мощность при ПР - 100%, квт....... 2
частота сварочного тока, гц ....... 480
| предыдущая страница | Содержание | следующая страница |