На главную
§ 63. СВАРКА В УГЛЕКИСЛОМ ГАЗЕ
Советскими исследователями К. В. Любавским и Н. М. Новожиловым в начале 50-х годов был разработан способ сварки в защитной среде углекислого газа, который в настоящее время нашел широкое применение во всех странах мира.
Сущность процесса сварки в углекислом газе заключается в следующем. Поступающий в зону сварки углекислый газ защищает ее от вредного влияния атмосферы воздуха. Причем при высокой температуре сварочной дуги углекислый газ частично диссоциируется на окись углерода и кислород

В результате в зоне дуги образуется смесь из трех различных газов: углекислого газа, окиси углерода и кислорода.
Вследствие того, что температура дуги не везде одинакова, неодинаков и состав газовой смеси в зоне дуги. В центральной части, где температура дуги высокая, углекислый газ диссоциирует почти полностью. В области, прилегающей к сварочной ванне, количество углекислого газа преобладает над суммарным количеством кислорода и окиси углерода. Все три компонента газовой смеси защищают металл от воздействия воздуха, в то же время окисляют его как при переходе капель электродной проволоки в сварочную ванну, так и на поверхности.

Порядок и интенсивность окисления элементов зависят от их химического сродства к кислороду. Вначале окисляется кремний, имеющий большее сродство к кислороду, чем другие элементы. Окисление марганца также происходит значительно интенсивнее, чем окисление железа и углерода. Следовательно, нейтрализовать окислительный потенциал углекислого газа можно введением в присадочную проволоку избыточного кремния и марганца. В этом случае погашаются реакции окисления железа и образования окиси углерода, но сохраняются защитные функции углекислого газа в отношении атмосферы воздуха.
Качество наплавленного металла зависит от процентного содержания кремния и марганца в сварочной проволоке (при условии наличия необходимого качества углекислого газа). Хорошее качество наплавленного металла при сварке углеродистых сталей гарантируется тогда, когда в составе проволоки соотношение Mn к Si составит 
Образовавшиеся окислы кремния и марганца не растворяются в жидком металле а вступают во взаимодействие друг с другом, образуя легкоплавкое соединение, которое в виде шлака всплывает на поверхность сварочной ванны.
Техника и режимы сварки. Прихватку деталей из углеродистых сталей под сварку в углекислом газе осуществляют либо электродамп типа Э42 или Э42А, либо полуавтоматической сваркой в углекислом газе. Прихватку деталей из легированных сталей выполняют электродами соответствующего назначения.
Поверхность свариваемых кромок перед прихваткой и сваркой тщательно зачищают от грязи, ржавчины, масла, окалины и шлака. При сборке выдерживают одинаковые зазоры, которые в стыковых соединениях не должны превышать 1,5 мм. Смещение свариваемых кромок относительно друг друга не должно превышать 1 мм для толщин 4 — 10 мм и 10% толщины для толщин более 10 мм.
Схема общего вида сварочного поста показана на рис. 92.
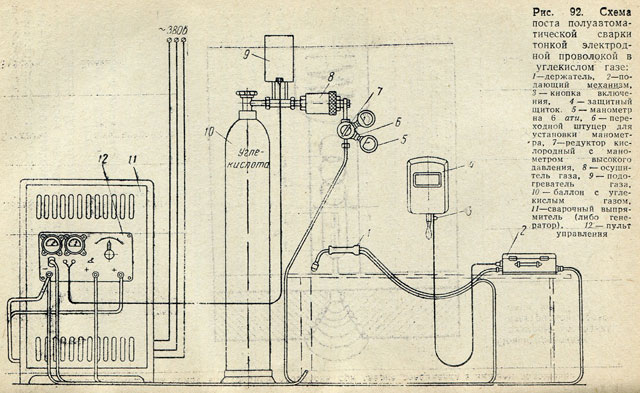
Сварку в углекислом газе выполняют во всех пространственных положениях; вертикальные и потолочные швы выполняют на малых токах и проволокой небольшого диаметра.
Параметрами режима сварки в углекислом газе являются род и полярность тока, диаметр электродной проволоки, величина сварочного тока, напряжение дуги, расход углекислого газа, вылет и наклон электродной проволоки по отношению к свариваемому изделию.
При сварке применяют постоянный ток обратной полярности. Величину сварочного тока и диаметр электродной проволоки выбирают в зависимости от толщины металла и положения шва в пространстве.
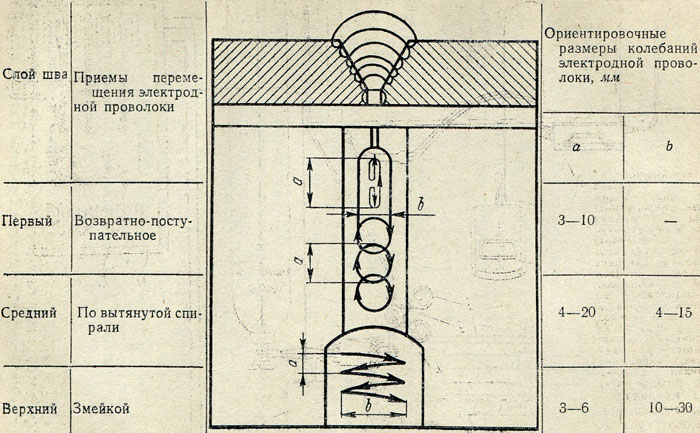
В табл. 41 показаны приемы перемещения конца электродной проволоки при сварке стыкового соединения в нижнем положении.
Таблица 41
Приемы перемещения конца электродной проволоки при сварке соединения в нижнем положении
Материалы и оборудование. Углекислый газ имеет следующие особенности:
при повышении давления превращается в жидкость;
при охлаждении без давления переходит в твердое состояние — сухой лед;
сухой лед при повышении температуры переходит непосредственно в газ, минуя жидкое состояние.
Для сварки применяют углекислоту по ГОСТ 8050—64, поставляемую в баллонах в жидком состоянии. При испарения 1 кг жидкой углекислоты при 0°С и 760 мм рт. ст. образуется 506,8 л газа. В стандартный баллон емкостью 40 л заливают 25 кг жидкой углекислоты, что составляет 12,67 м3 газа. Вредными примесями в углекислом газе являются азот и влага.
Влага удаляется из газа осушителем, который заполняется силикагелем, алюмогелем или медным купоросом, которые перед заправкой в осушитель необходимо прокалить при температуре 250 — 300° С в течение 2 — 2,5 ч.
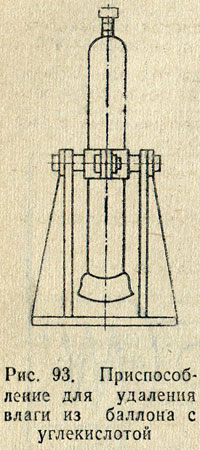
Рекомендуется также для снижения влажности углекислого газа баллон с углекислотой ставить вентилем вниз (рис. 93) и дважды через 15 — 20 мин после опрокидывания баллона спускать воду.
Сварочная проволока применяется в зависимости от марки свариваемой стали.
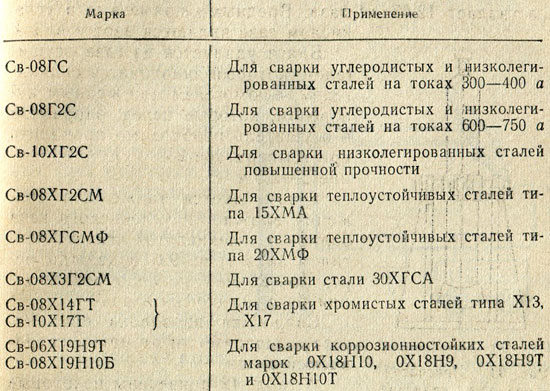
В табл. 42 приведены некоторые марки сварочных проволок, применяемые при сварке различных сталей.
Таблица 42
Применение марок проволоки для сварки сталей различных марок
Полуавтоматы. Для сварки в углекислом газе применяют следующие полуавтоматы: ПШП-10, А-547, А-537, сварочную головку ТСГ-7 для сварки труб и другое оборудование.
Полуавтомат ПШП-10 предназначен для дуговой сварки углеродистых, нержавеющих и жаропрочных сталей, алюминиевых сплавов и других металлов плавящимся электродом в среде защитных газов. Полуавтомат позволяет выполнять сварку постоянным током. В его комплект входят катушка с кронштейном и шкаф с электроаппаратурой.
Полуавтомат А-547 предназначен для сварки тонкой электродной проволокой диаметром 0,8 - 1,0 мм.
Полуавтомат А-537 предназначен для сварки электродной проволокой диаметром 1,6 - 2 мм.
Сварочная головка типа ТСГ-7 предназначена для сварки в защитных газах плавящимся колеблющимся электродом поворотных стыков труб из низкоуглероднстых и нержавеющих сталей без подкладных колец.
Вопросы для самопроверки
1. Каковы особенности металлургии сварки в защитной среде углекислого газа?
2. Какими свойствами обладает углекислый газ?
3. Каковы преимущества сварки в углекислом газе?
| предыдущая страница | Содержание | следующая страница |