На главную
§ 64. СВАРКА В ИНЕРТНЫХ ГАЗАХ И АЗОТЕ
Сварка в инертных газах. Сварка в аргоне и гелии выполняется как плавящимся, так и неплавящимся (вольфрамовым) электродом (рис. 94).

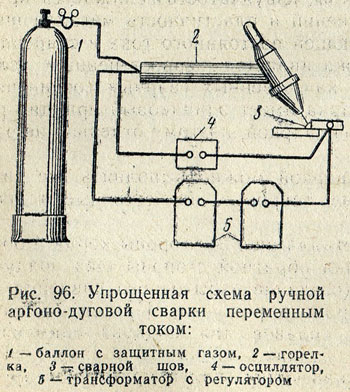
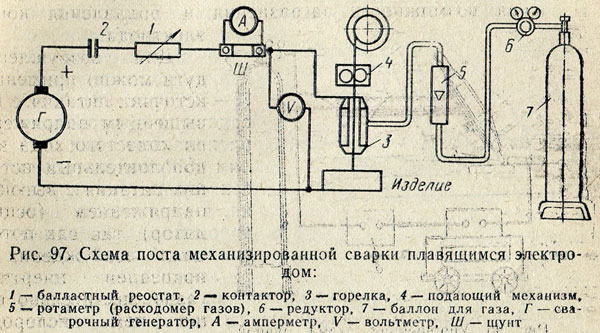
Аргоно-дуговую сварку применяют для соединения легированных сталей, цветных металлов и их сплавов, ее выполняют постоянным (рис. 95) и переменным (рис. 96) током плавящимся и неплавящимся электродами. Упрощенная схема поста механизированной сварки приведена на рис. 97.

При ручной аргоно-дуговой сварке конец вольфрамового электрода затачивают на конус. Длина заточки, как правило, должна быть равна двум-трем диаметрам электрода.
Дуга зажигается на специальной угольной пластине. Зажигание дуги на основном металле не рекомендуется из-за возможности загрязнения и оплавления конца электрода.
Для Возбуждения дуги можно Применить источник питания с повышенным напряжением холостого хода или дополнительный источник питания с высоким напряжением (осциллятор), так как потенциал возбуждения и ионизации инертных газов значительно выше, чем кислорода, азота или паров металлов. Дуговой разряд инертных газов отличается высокой стабильностью.
Характерной особенностью аргоно-дуговой сварки неплавящимся вольфрамовым электродом при использовании переменного тока является Возникновение в сварочной цепи составляющей постоянного тока, величина которой может достигать 50% от величины эффективного значения переменного тока сварочной цепи Выпрямление тока, т. е, появление составляющей постоянного тока, зависит от размеров и формы вольфрамового электрода, материала изделия и режимов сварки (величины тока, скорости сварки и длины дуги). Появление в сварочной цепи составляющей постоянного тока особенно отрицательно сказывается на процессе сварки и качестве сварных соединений из алюминия и его сплавов.
При чрезмерной величине составляющей постоянного тока нарушается стабильность горения дуги, резко ухудшается чистота поверхности наплавляемого металла, появляются подрезы, чешуйчатость и снижается прочность сварных соединений и пластичность металла шва. Устранение составляющей постоянного тока в сварочной цепи переменного тока является первостепенным условием для получения качественных сварных соединений.
Гелие-дуговая сварка имеет одинаковый принцип работы с аргоно-дуговой сваркой, поэтому отдельно не рассматривается.
Аргоно-дуговой сваркой можно выполнясь все виды соединений: стыковые, тавровые, нахлесточные угловые.
Для защиты металла шва со стороны корня и обеспечения формирования обратной стороны шва поддувают защитные газы (создание избыточного давления защитного газа со стороны корня шва). При сварке титана, алюминия и их сплавов для поддува применяют аргон или в особых случаях — гелий — при сварке титана. При сварке нержавеющих сталей применяют, аргон, азот, углекислый газ и смесь азота с водородом (азота — 93%, водорода — 7%).
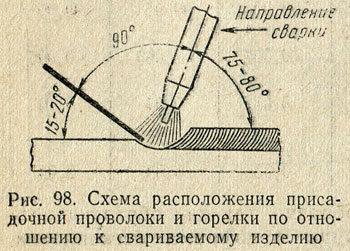
Ручную аргоно-дуговую сварку выполняют без колебательных движений горелки, которые не рекомендуется применять из-за возможности нарушения защиты зоны сварки. Угол между осью мундштука аргоно-дуговой горелки и плоскостью свариваемого изделия должен быть 75 — 80° (рис. 98). Присадочную проволоку располагают под углом 90° относительно оси мундштука горелки, а угол между проволокой и изделием должен быть 15 — 20° Употребление газовых смесей вместо технически чистых газов аргона или гелия в некоторых случаях повышает устойчивость горения сварочной дуги, уменьшает разбрызгивание металла, улучшает формирование шва, увеличивает глубину лроплавления, а также воздействует на перенос металла и увеличивает производительность сварки.
Для сварки используются гелий и аргон — инертные газы, не образующие с другими элементами химических соединений, за исключением некоторых гидридов, устойчивость которых находится только в узких интервалах температуры и давления. В промышленности гелий получают из природных газов путем их сжижения.
Аргон несколько тяжелее воздуха, поэтому струя его хорошо защищает дугу и зону сварки. Дуга в аргоне отличается высокой стабильностью.
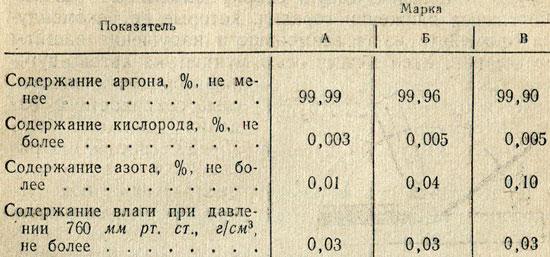
По ГОСТ 10157—62 аргон вырабатывают трех составов (табл. 43).
Таблица 43
Состав аргона различных марок
Сварка в азоте. При сварке меди и некоторых типов нержавеющих сталей для защиты зоны дуги можно использовать азот, полученный путем ректификации воздуха на кислородных установках. Азот инертен по отношению к этим материалам. Хранят и транспортируют азот в стальных баллонах черного цвета с желтой кольцевой полосой при давлении 150 атм.
При азотно-дуговой сварке электродами служат угольные или графитные стержни, применять вольфрамовые стержни нецелесообразно, так как образующиеся на их поверхности нитриды вольфрама легкоплавки., вследствие чего расход вольфрама резко возрастает. При азотно-дуговой сварке угольным электродом напряжение дуги должно быть 22 — 30 в. Сварку выполняют постоянным током прямой полярности, диаметр угольного электрода 6 — 8 мм при токе 150 — 500 а. Расход азота составляет 3 — 10 л/мин. Установка для сварки в азоте аналогична установке для сварки в аргоне. Горелка должна иметь специальные сменные наконечники для закрепления угольных стержней.
Вопросы для самопроверки
1. Какие газы являются инертными и какие активными?
2. Для чего применяют поддув обратной стороны шва?
| предыдущая страница | Содержание | следующая страница |