На главную
§ 72. ФИЗИЧЕСКИЕ МЕТОДЫ КОНТРОЛЯ СВАРНЫХ ШВОВ
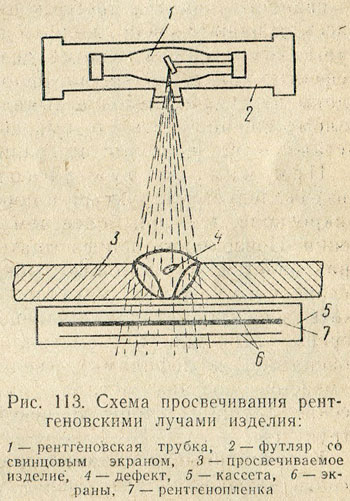
Радиационная дефектоскопия — рентгено- и гамма-графический метод контроля. Рентгено- и гамма-графия — это метод получения на рентгеновской пленке или экране изображения предмета (изделия), просвечиваемого рентгеновским или гамма-излучением. Он основан на способности рентгеновских и гамма-лучей проходить через непрозрачные предметы, в том числе через металлы, и действовать на рентгеновскую пленку и некоторые химические элементы, благодаря чему последние флуоресцируют (светятся).
При этом дефекты, встречающиеся при сварке в теле изделия и чаще всего имеющие характер пустот (непроваров, трещин, раковин, пор и т. д.), на рентгеновской пленке (на рентгенограммах) имеют вид пятен (раковины, поры) или полос (непроваров).
Как правило, просвечивают 3 — 15% общей длины сварного шва. У особо ответственных конструкций просвечивают все швы.
Рентгеновские аппараты, применяемые для контроля изделий, состоят из рентгеновской трубки, источника питания и пульта управления. В качестве источника питания применяют повышающий трансформатор, во вторичную цепь которого включают кенотроны для выпрямления анодного тока и высоковольтные конденсаторы, позволяющие удвоить или утроить напряжение вторичной обмотки трансформатора.
Схема просвечивания рентгеновскими лучами изделия показана на рис. 113.
В зависимости от режима просвечивания (при толщине металла до 50 мм), качества пленки и правильности дальнейшей ее обработки удается выявить дефекты размером 1 — 3% от толщины контролируемых деталей.
В настоящее время широкое применение нашли рентгеновские аппараты ИРА-1Д, ИРА-2Д, РУП-120-5-1, РУП-200-5, РУП-400-5 и др.
Гамма-лучи образуются в результате внутриатомного распада радиоактивных веществ. В качестве источников гамма-лучей применяют следующие радиоактивные вещества: тулий-170, иридий-192, цезий-137, кобальт-60 для просвечивания металла толщиной 1—60 мм.
Гамма-лучи, действуя на пленку так же, как и рентгеновские лучи, фиксируют на ней Чувствительность гамма-контроля ниже чувствительности рентгеновских снимков; например, на гамма-снимках при просвечивании стали толщиной 10 — 15 мм кобальтом-60 выявляются дефекты глубиной 0,5 — 0,7 мм, тогда как на рентгеновских снимках видны дефекты глубиной 0,1 — 0,2 мм.
Чувствительность гамма-снимков, полученных при помощи радиоактивных, изотопов — тулия-170, иридия-192 и других, приближается к чувствительности рентгеновских.
Гамма-лучи также вредны для здоровья человека, поэтому ампулы с радиоактивным веществом помещают в специальные аппараты — гамма-установки, имеющие дистанционное управление (рис. 114).
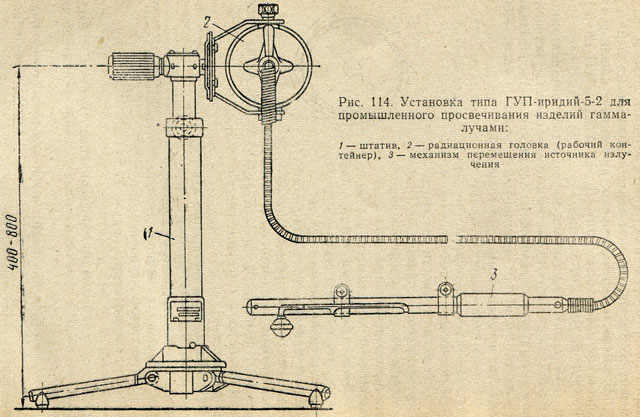
Схема панорамного просвечивания сварных стыков трубопроводов с помощью гамма-источника показана на рис. 115.

Сварной шов при радиационной дефектоскопии бракуется, если на рентгеновском или гамма-снимке обнаружены следующие дефекты:
а) шлаковые включения или раковины по группе А (отдельные дефекты) и В (скопление дефектов) размером по высоте шва более 10% толщины стенки, если она не превышает 20 мм, а также более 3 мм при толщине стенки более 20 мм;
б) шлаковые включения, расположенные цепочкой или сплошной линией вдоль шва (группа Б), при суммарной их длине, превышающей 200 мм на 1 м шва;
в) норы, расположенные в виде сплошной сетки;
г) скопление на отдельных участках шва свыше пяти пор на I см2 площади шва.
Дефекты распределяют по группам А, Б, В по следующим признакам:
А — отдельные дефекты, которые по своему расположению не образуют цепочки или скопления;
Б — цепочка дефектов, расположенных на одной линии в количестве более трех с расстоянием между ними, равным трехкратной величине дефектов и менее;
В - скопление дефектов в одном месте с расположением их в количестве более трех с расстояниями между ними, равными трехкратной величине дефектов и менее.
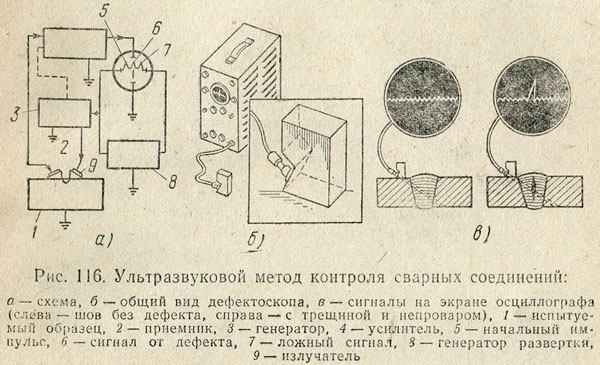
Ультразвуковой метод контроля. этот метод основан на способности высокочастотных колебаний частотой около 20 000 гц проникать в металл и отражаться от поверхности дефектов (от встретившихся препятствий). Отраженные ультразвуковые колебания имеют ту же скорость, что и прямые колебания. Это свойство имеет основное значение в ультразвуковой дефектоскопии.
Узкие направленные пучки ультразвуковых колебаний для целей дефектоскопии получают при помощи пьезоэлектрических пластин кварца или титаната бария (пьезодатчика). Эти красталлы, помещенные в электрическое поле, дают обратный пьезоэлектрический эффект, т.е. преобразует электрические колебания в механические. Таким образом, пьезокристаллы под действием переменного тока высокой частоты (0,8 — 2,5 Мгц) становятся источником ультразвуковых колебаний и создают направленный пучок ультразвуковых волн в контролируемую деталь.
Отраженные ультразвуковые колебания улавливаются искателем (щупом) и затем преобразуются в электрические импульсы. Отраженные электрические колебания через усилитель подаются на осциллограф и вызывают отклонение луча на экране электронной трубки. По виду отклонения судят о характере дефекта.
Схема ультразвукового метода контроля сварных соединений показана на рис. 116.
Современные ультразвуковые дефектоскопы работают по схеме импульсного излучения, т.е. ультразвуковые колебания от пьезокристалла посылаются не непрерывно, а импульсами; во время пауз отраженные колебания
поступают на тот же пьезокристалл, что обеспечивает высокую чистоту приема отраженных волн.
Пьезокристалл ультразвукового дефектоскопа помещается в специальный призматический или плоский щуп. Поверхность, по которой перемещается щуп, должна быть зачищена до металлического блеска. Для обеспечения необходимого акустического контакта между щупом и контролируемым изделием наносится слой минерального масла.
Промышленностью выпускаются ультразвуковые дефектоскопы УДМ-1м, УЗД-НИИМ-5, ДУК-11ИМ, ДУК-13ИМ и др. Чувствительность дефектоскопов обеспечивает выявление дефектов площадью 2 мм2 и более. При ультразвуковом методе трудно определить характер дефекта. Наиболее эффективно контроль выполняется при толщине металла более 15 мм при толщине металла 4 — 15 мм контроль этим методом возможен, но требует весьма высокой квалификации оператора (дефектоскописта).
Магнитный метод дефектоскопии. Сварной шов стального или чугунного изделия покрывают смесью из масла и магнитного железного порошка (размер частиц 5 — 10 мк). Изделие намагничивают пропусканием тока через обмотку, состоящую из нескольких витков, намотанных вокруг изделия. Под действием магнитного поля, обтекающего дефект, частицы железного порошка гуще располагаются вокруг дефектов. Этим методом выявляются поверхностные дефекты глубиной до 5 — 6 мм. Разрешающая способность порошковой дефектоскопии весьма низкая по сравнению с другими методами контроля, поэтому она эффективна в основном для контроля гладких, чистых, блестящих поверхностей. Магнитным методом можно проверять качество деталей, изготовленных только из ферромагнитных металлов.
Магнитографический метод контроля. При этом методе, разработанном в нашей стране, результаты записываются на магнитную ленту. Сущность этого метода контроля состоит в намагничивании сварного соединения и фиксации магнитного потока на ферромагнитную ленту. Лента накладывается на контролируемое изделие, которое намагничивается импульсным полем. Магнитное поле, при наличии дефектов, распределяется по поверхности детали по-разному, и соответственно ферромагнитные частицы на ленте намагнитятся в различной степени. Затем ферромагнитная лента снимается с контролируемого изделия и ее «протягивают» через воспроизводящее устройство (рис. 117), состоящее из механизма протяжки и осциллографа с усилителем электрических импульсов.
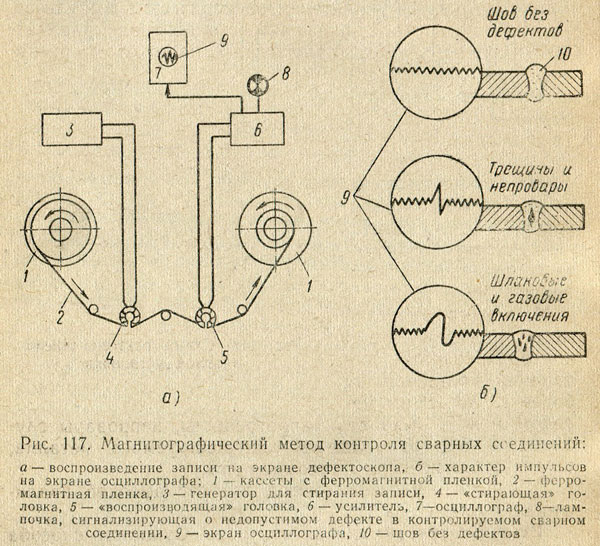
Результаты магнитографического контроля рассматривают на экране 9 осциллографа 7, на котором при наличии дефектов в контролируемом изделии возникают всплески (вертикальные импульсы). По величине и форме отклонения луча на экране осциллографа судят о величине и характере дефекта сварного соединения.
Магнитографический метод применяется для контроля сварных соединений толщиной не более 12 мм. Этим методом можно выявлять макротрещины, непровары глубиной 4 — 5% от толщины контролируемого металла, шлаковые включения и газовые поры.
Магнитографический метод требует высокой квалификации оператора.
Рентгено-телевизионный контроль. Сущность способа контроля заключается в том, что дефект сварного шва изображается в момент просвечивания на телевизионном экране.
Схема рентгено-телевизионной установки показана на рис. 118.
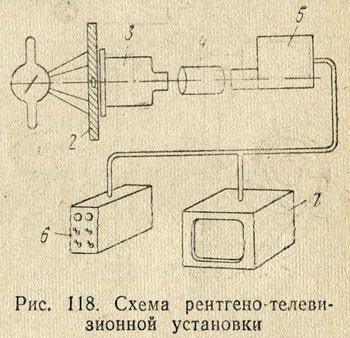
Сварное соединение 2 просвечивается с помощью рентгеновского аппарата 1. Рентгеновские лучи проходят через электроннооптический преобразователь 3, состоящий из вакуумированной трубки, внутри которой со стороны, обращенной к источнику излучения (рентгеновскому аппарату) и просвечиваемому изделию, укреплен тонкий алюминиевый экран, покрытый флуоресцирующим слоем. На этот слой нанесен светочувствительный слой — фотокатод (такой же, как в обычных телевизионных трубках). С другой стороны электроннооптический преобразователь имеет диафрагму и усиливающий экран. С такого преобразователя через переходную оптику 4 сигналы поступают на передающую телекамеру 5 и на телевизор 7. Такой метод контроля позволяет резко увеличить производительность труда оператора. При этом можно не только визуально наблюдать внутреннее состояние просвечиваемого изделия, но и фотографировать его при помощи фото- или киноаппарата. Управление такой установкой осуществляется с пульта управления 6.
| предыдущая страница | Содержание | следующая страница |