На главную
Глава XXVII
ВЫБОР РЕЖИМА РЕЗАНИЯ ПРИ ФРЕЗЕРОВАНИИ
§ 78. УСЛОВИЯ, ОПРЕДЕЛЯЮЩИЕ ВЫБОР РЕЖИМА РЕЗАНИЯ
Понятие о наивыгоднейшем режиме резания
Наивыгоднейшим следует считать такой режим резания при работе на фрезерном станке, при котором наиболее удачно сочетаются скорость резания, подача и глубина срезаемого слоя, обеспечивающие в данных конкретных условиях (т. е. с учетом
наилучшего использования режущих свойств инструмента, скоростных и мощностных возможностей станка) наибольшую производительность труда и наименьшую стоимость операции при соблюдении заданных технических условий в отношении точности и чистоты обработки.
Научно-исследовательским институтом труда Государственного комитета Совета Министров СССР по вопросам труда и заработной платы разработаны при участии крупнейших отечественных ученых с учетом практического применения в производственных условиях режимы резания при фрезеровании инструментами из быстрорежущей стали и твердых сплавов. Они могут служить в качестве исходных данных при назначении скоростей резания и минутных подач.
Эти нормативы имеются на каждом заводе и служат руководящим материалом для разработки технологического процесса и составления операционных карт, подобно приведенной на стр. 204—205. Однако приведенные в них скорости резания и минутные подачи не являются предельными и в ряде случаев могут перекрываться фрезеровщиками, если применять более производительные инструменты или работать на более мощных и жестких станках.
С другой стороны, молодые, т. е. начинающие и не имеющие достаточного опыта, фрезеровщики не всегда могут работать на предельных режимах резания, поэтому для них предусмотрены в «Справочнике молодого фрезеровщика» менее жесткие режимы резания, начиная с которых, необходимо, по мере повышения квалификации, переходить к более жестким.
Чтобы самому внедрять новые режимы, надо знать порядок и последовательность установления режимов фрезерования.
Материал режущей части фрезы
Решающим фактором, определяющим уровень режима резания, является материал режущей части фрезы. Как упоминалось выше, применение фрез с пластинками из твердого сплава позволяет работать на больших скоростях резания и больших подачах по сравнению с фрезами из быстрорежущей стали; как увидим далее, твердосплавные фрезы дают возможность повышения производительности в два-три раза против быстрорежущих. Поэтому твердосплавные фрезы целесообразно применять почти на всех видах фрезерной обработки; препятствием к их применению может явиться недостаточная мощность оборудования или специфические свойства материала обрабатываемой заготовки.
Однако в ряде случаев применение для режущей части фрез углеродистых, легированных инструментальных и быстрорежущих сталей является рациональным, особенно когда чистота обработанной поверхности и точность полученной поверхности детали имеют большее значение, чем скорость выполнения работы.
Геометрические параметры режущей части
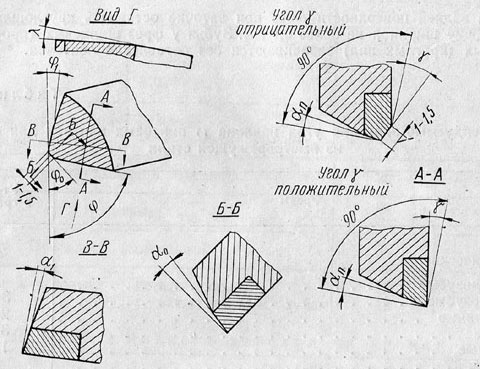
Не менее важным фактором, влияющим на выбор режимов резания, являются геометрические параметры режущей части фрезы (режущих углов, размеров и формы зуба), что часто называют геометрией фрезы. Ранее, в § 7, рассмотрены значение и влияние каждого из элементов геометрии зуба фрезы в процессе резания; здесь же рассмотрим рекомендуемые геометрические параметры режущей части фрез из быстрорежущей стали Р18 и с пластинками твердого сплава.
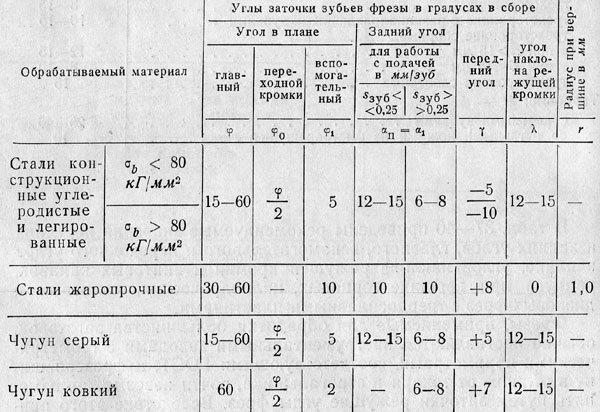
В табл. 35 и 36 приведены рекомендуемые значения геометрических параметров цилиндрических, торцовых, дисковых, отрезных, концевых и фасонных фрез из быстрорежущей стали.
Таблица 35
Геометрические параметры режущей части фрез из быстрорежущей стали Р18
I. Передние углы
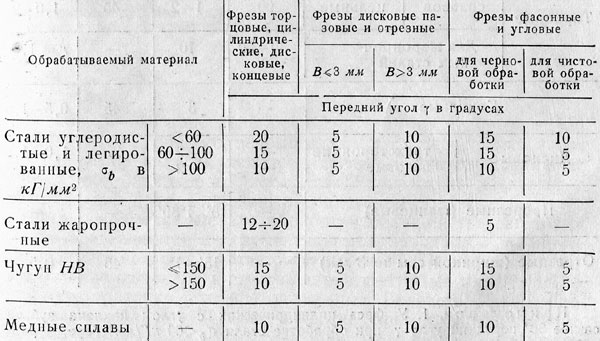
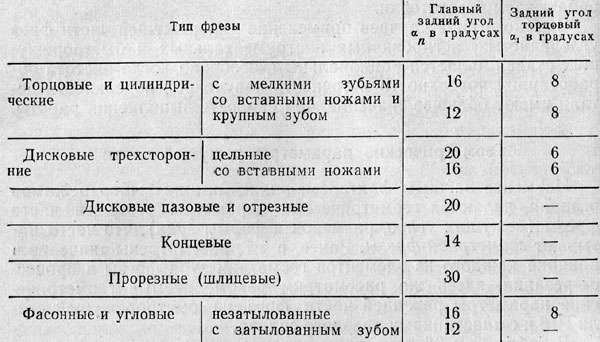
II. Задние углы
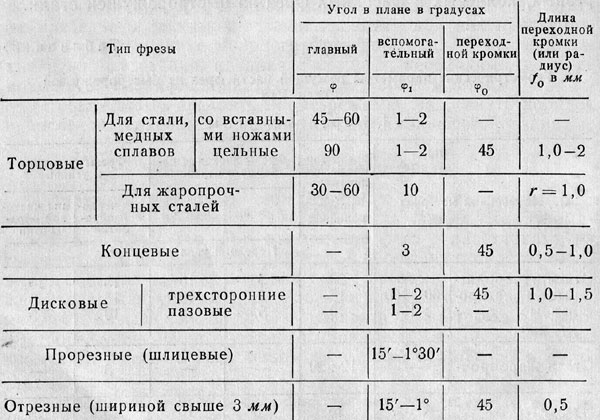
III. Углы в плане и переходной кромки
Примечания. 1. У фрез цилиндрических с углом наклона зубьев свыше 30° передний угол γ при обработке стали σb меньше 60 кГ/мм2 берется равным 15°.
2. У фасонных фрез с передним углом у больше 0° необходима коррекция контура при обработке точных профилей.
3. При обработке жаропрочных сталей торцовыми фрезами брать верхние значения передних углов, концевыми и цилиндрическими — нижние и средние.
4. На задней поверхности фрез при заточке оставлять круглошлифованную ленточку шириной не более 0,1 мм. Зубья у фрез шлицевых (прорезных) и отрезных (круглых пил) затачиваются без оставления ленточки.
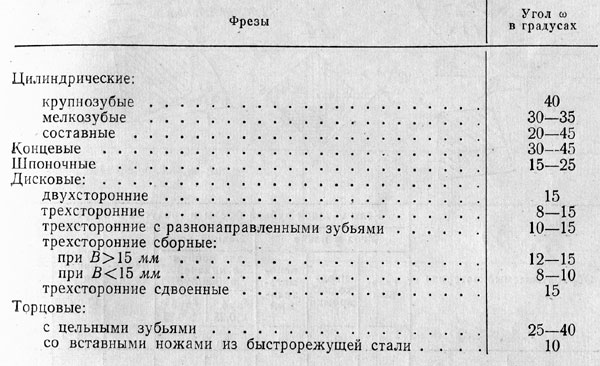
Таблица 36
Рекомендуемые значения угла наклона ω винтовых канавок для фрез из быстрорежущей стали
В табл. 37 — 40 приведены рекомендуемые значения передних и задних углов, главного, вспомогательного и переходного углов в плане, углов наклона режущей кромки и винтовых канавок, радиуса при вершине торцовых, цилиндрических, концевых и дисковых фрез с твердосплавными пластинами.
Фрезы, применяемые для обработки большинства заготовок, обычно поставляются инструментальными заводами с геометрическими параметрами, соответствующими ГОСТ, и фрезеровщику в отличие от токаря и строгальщика, почти невозможно изменять путем заточки режущие углы фрез. Вследствие этого приведенные в табл. 35 — 40 геометрические параметры режущей части фрез помогут фрезеровщику правильно выбрать соответствующую данной обработке фрезу из имеющихся в инсрументальной кладовой учебного и производственного цеха стандартных фрез. Однако основное назначение этих таблиц заключается в рекомендациях в том случае, если фрезеровщик захочет сам заказать инструментальному отделу стандартные или специальные фрезы с оптимальными для данной обработки геометрическими параметрами.
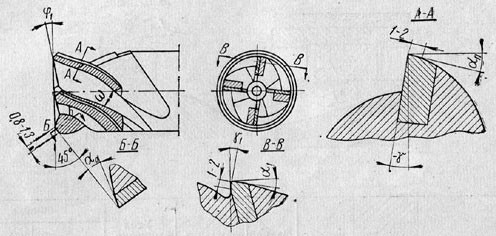
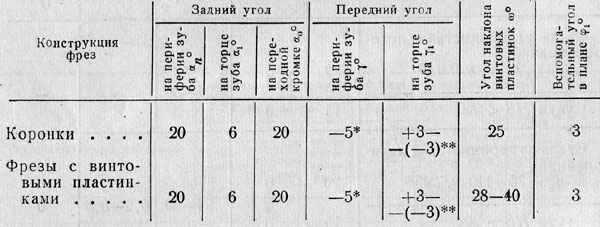
Таблица 37
Геометрические параметры режущей части торцовых фрез с пластинками из твердого сплава
Примечание. Малые углы в плане φ = 15 - 30° следует применять, при обработке на жестких станках для черновых проходов с малыми глубинами резания или чистовых проходов с невысокими требованиями чистоты и точности к обработанной поверхности.
Таблица 38
Геометрические параметры режущей части цилиндрических фрез с винтовыми пластинками из твердого сплава
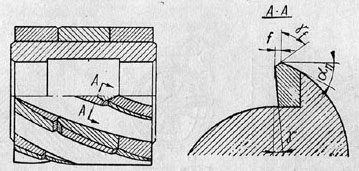
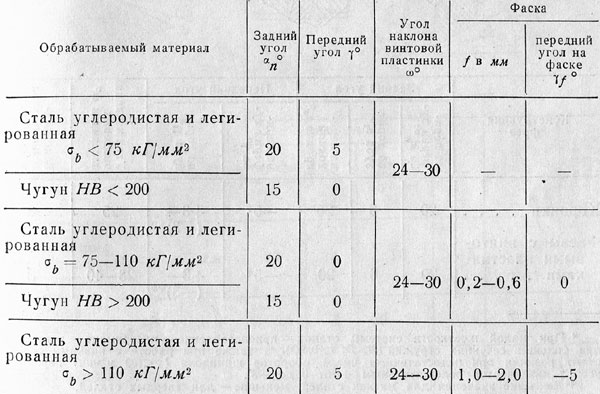
Примечание. На задней поверхности зуба вдоль режущей кромки допускается ленточка шириной не более 0,1 мм.
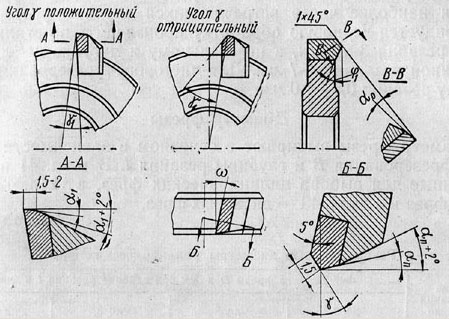
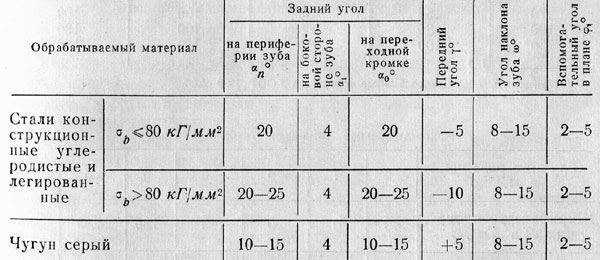
Таблица 39
Геометрические параметры режущей части концевых фрез с пластинками из твердого сплава при обработке конструкционных углеродистых и легированных сталей
* При малой жесткости системы станок — приспособление — инструмент — деталь и при больших сечениях стружки (В больше D; t больше 0,5D), а также при работе с низкими скоростями резания при недостаточном числе оборотов шпинделя (v меньше 100 м/мин) передний угол γ назначается положительным + от 0 до +8°.
** Большие значения для мягких сталей, меньшие — для твердых сталей.
Ширина и глубина фрезерования
Ширина фрезерования задается в чертеже детали. В случае обработки нескольких заготовок, закрепленных параллельно в одном зажимном приспособлении, ширина фрезерования равна ширине всех заготовок. В случае обработки наборами фрез ширина фрезерования равна суммарной ширине всех сопряженных поверхностей.
Глубина фрезерования (глубина резания, толщина срезаемого слоя) дается как расстояние между обрабатываемой и обработанной поверхностями. В целях сокращения времени на обработку рекомендуется выполнять фрезерование в один проход. При повышенных требованиях к точности и чистоте обработанной поверхности фрезерование ведется в два перехода — черновой и чистовой. В отдельных случаях, при снятии больших припусков или при фрезеровании на станках с недостаточной мощностью, возможна обработка в два черновых прохода.
Таблица 40
Геометрические параметры режущей части дисковых фрез с пластинками из твердого сплава
При фрезеровании стальных поковок, стальных и чугунных отливок, покрытых окалиной, литейной коркой или загрязненных формовочным песком, глубина фрезерования должна быть больше толщины загрязненного слоя, чтобы зубья фрезы не оставляли на обработанной поверхности черновин, так как скольжение по корке отрицательно действует на фрезу, ускоряя износ режущей кромки.
Для наиболее часто встречающихся случаев фрезерования рекомендуется черновую обработку производить по стали с глубиной резания 3—5 мм, а по стальному и чугунному литью — с глубиной резания 5—7 мм. Для чистового фрезерования берут глубину резания 0,5—1,0 мм.
Диаметр фрезы
Диаметр фрезы выбирают в основном в зависимости от ширины фрезерования В и глубины резания t. В табл. 41 приведены данные для выбора цилиндрических фрез, в табл. 42 — торцовых фрез и в табл. 43 — дисковых фрез.
Таблица 41
Рекомендуемые диаметры цилиндрических фрез
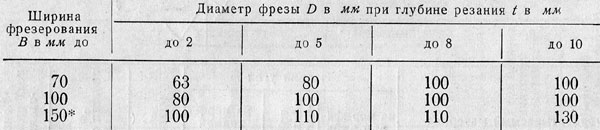
* Применять сборные составные фрезы по ГОСТ 1979—52.
Таблица 42
Рекомендуемые диаметры торцовых фрез
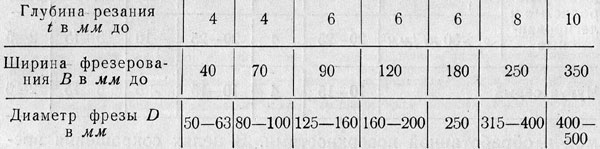
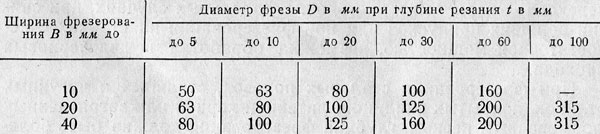
Таблица 43
Рекомендуемые диаметры дисковых фрез
Рассмотрим влияние диаметра фрезы на производительность фрезерования.
Диаметр цилиндрической фрезы влияет на толщину среза: чем больше диаметр фрезы D тем тоньше получается срез; при одной и той же подаче sзуб и глубине фрезерования t.
На рис. 327 показан срез, получающийся при одинаковых глубине фрезерования t и подаче sзуб, но при разных диаметрах фрез. Срез, получающийся при большем диаметре фрезы (рис. 327, а), имеет меньшую толщину, чем срез при меньшем; диаметре фрезы (рис. 327, б).
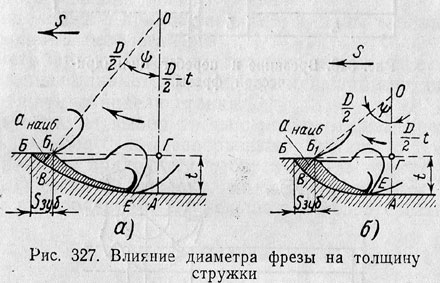
Так как удельное давление возрастает с уменьшением толщины срезаемого слоя анаиб (см. табл. 38), выгоднее работать с более толстыми срезами, т. е. при прочих равных условиях при меньшем диаметре фрезы.
Диаметр фрезы влияет на величину пути, который должна пройти фреза для одного прохода.
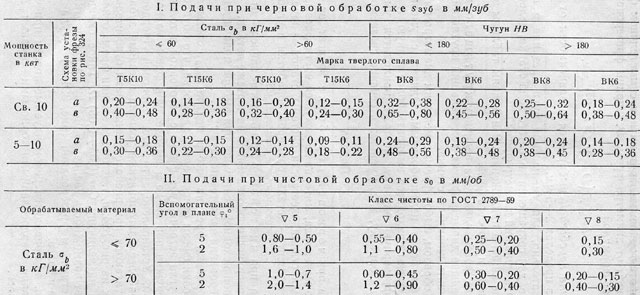
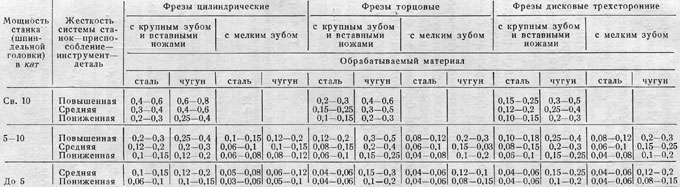
На рис. 328 показан путь, который должна пройти фреза при обработке детали длиной L; на рис. 329 — путь, который должна пройти торцовая фреза при несимметричном фрезеровании заготовки длиной L; на рис. 330 — путь, который должна пройти тортовая фреза при симметричном фрезеровании заготовки длиной L.
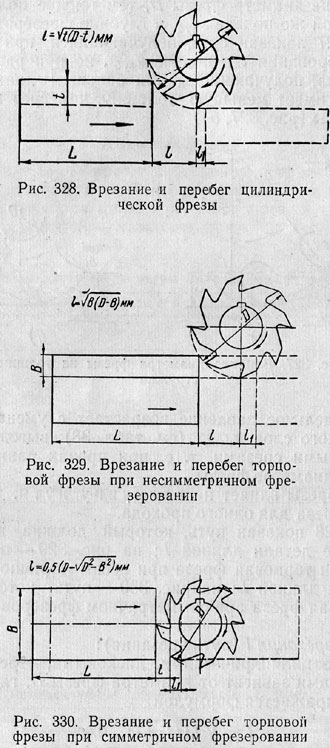
Величина врезания l (путь врезания):
при работе цилиндрическими, дисковыми, отрезными и фасонными фрезами зависит от диаметра фрезы D глубины фрезерования t и выражается формулой

при работе торцовыми и концевыми фрезами при несимметричном фрезеровании зависит от диаметра фрезы D ширины фрезерования В и выражается формулой

при работе торцовыми фрезами при симметричном фрезеровании зависит от диаметра фрезы D ширины фрезерования В и выражается формулой

Величина перебега l1 выбирается в зависимости от диаметра фрезы в пределах 2—5 мм.
Следовательно, для уменьшения пути врезания и перебега фрезы, т. е. для сокращения холостого хода станка, целесообразно выбирать меньший диаметр фрезы.
В конце книги в приложениях 2 и 3, даны таблицы значений пути врезания и перебега фрез.
Диаметр фрезы влияет на величину крутящего момента: чем меньше диаметр фрезы, тем меньший крутящий момент надо сообщить шпинделю станка.
Таким образом, выбор фрезы с меньшим диаметром является, казалось бы, более целесообразным. Однако с уменьшением диаметра фрезы приходится выбирать более тонкую, т. е. менее жесткую фрезерную оправку, поэтому приходится уменьшать нагрузку на оправку, т. е. уменьшать сечение срезаемого слоя.
Подача
Подача при черновой обработке зависит от обрабатываемого материала, материала режущей части фрезы, мощности привода станка, жесткости системы станок — приспособление — инструмент — деталь, размеров обработки и углов заточки фрезы.
Подача при чистовой обработке зависит от класса чистоты поверхности, обозначенной на чертеже детали.
Основной исходной величиной при выборе подачи для чернового фрезерования является подача sзуб.
Для торцовых фрез на выбор подачи sзуб оказывает способ установки фрезы относительно заготовки, что обусловливает величину угла встречи зуба фрезы с заготовкой и толщину срезаемой стружки при входе и выходе зуба фрезы из контакта с заготовкой. Установлено, что для торцовой твердосплавной фрезы наиболее благоприятные условия врезания зуба в заготовку достигаются при расположении фрезы относительно заготовки, как на рис. 324, в, т. е. при смещении фрезы относительно заготовки на величину С = (0,03 - 0,05)D. Такое смещение оси фрезы дает возможность увеличить подачу на зуб против подачи при симметричном фрезеровании (рис. 324, а) чугуна и стали в два раза и более.
В табл. 44 приводятся рекомендуемые подачи при черновом фрезеровании твердосплавными торцовыми фрезами для этих двух случаев.
Таблица 44
Рекомендуемые подачи при обработке плоскостей торцовыми фрезами с пластинками из твердого сплава
Примечания. 1. Приведенные значения черновых подач рассчитаны для работы стандартными фрезами. При работе нестандартными фрезами с увеличенным числом зубьев значения подач следует уменьшать на 15 - 25%.
2. В первоначальный период работы фрезы до износа, равного 0,2—0,3 мм, чистота обработанной поверхности при чистовом фрезеровании снижается примерно на один класс.
Таблица 45
Рекомендуемые подачи sзуб в мм/зуб при черновом фрезеровании плоскостей инструментом из быстрорежущей стали Р18
Примечание. Большие подачи брать для меньших глубины резания и ширины обработки, меньшие — для больших глубины и ширины обработки.
Таблица 46
Рекомендуемые подачи so в мм/об при черновом фрезеровании плоскостей инструментом из быстрорежущей стали Р18

Примечание. Подачи даны для жесткой системы станок — приспособление — инструмент — деталь.
При торцовом фрезеровании твердосплавными фрезами на величину подачи влияет также главный угол в плане φ. Подачи, приведенные в табл. 44, рассчитаны на фрезы с φ = 60 — 45°. Уменьшение угла в плане φ до 30° позволяет увеличить подачу в 1,5 раза, а увеличение угла φ до 90° требует снижения подачи на 30%.
Подачи при чистовой обработке твердосплавными фрезами, приведенные в табл. 44, даются на один оборот фрезы, так как подачи на один зуб получаются слишком малыми. Подачи даются в зависимости от класса чистоты обработанной поверхности по ГОСТ 2789—59.
В табл. 45 приведены рекомендуемые подачи на один зуб фрезы при черновом фрезеровании плоскостей цилиндрическими, торцовыми и дисковыми трехсторонними фрезами из быстрорежущей стали Р18.
В табл. 46 приведены подачи при чистовом фрезеровании плоскостей цилиндрическими фрезами из быстрорежущей стали Р18, а в табл. 47 — при чистовом фрезеровании плоскостей торцовыми и дисковыми трехсторонними фрезами из быстрорежущей стали Р18. Ввиду малых значений подач на один зуб фрезы, получающихся при чистовом фрезеровании, в табл. 46 и 47 приводятся подачи на один оборот фрезы.
Следует иметь в виду, что работа с подачами, указанными в табл. 44—47, ставит непременным условием наличие минимального биения зубьев фрезы (см. табл. 50).
Таблица 47
Рекомендуемые подачи so в мм/об при чистовом фрезеровании плоскостей торцовыми и дисковыми трехсторонними фрезами из быстрорежущей стали Р18
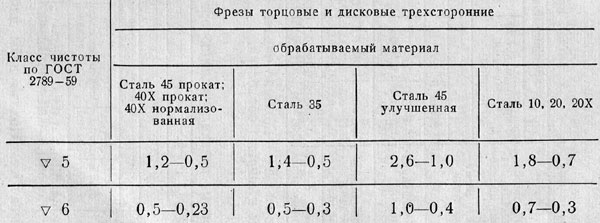
Примечание. Подачи даны для жесткой системы станок — приспособление— инструмент — деталь при обработке фрезами со вспомогательным углом в плане φ1 = 2°; для фрез с φ1 = 0 подачи можно увеличить на 50 — 80%.