На главную
Глава XXVIII
РАЦИОНАЛЬНАЯ ЭКСПЛУАТАЦИЯ ФРЕЗ
§ 80. ЭКСПЛУАТАЦИЯ И ЗАТОЧКА ФРЕЗ
Общие указания по эксплуатации фрез
Фреза может работать производительно лишь при условии правильной эксплуатации. Если работа проводится при правильно назначенных режимах фрезерования, фреза может обработать большое количество заготовок, прежде чем она сколько-нибудь заметно затупится. Однако, если продолжать работать заметно затупившейся фрезой, усилие резания резко увеличится, что вызовет увеличение трения, быстрое дальнейшее затупление и даже поломку зубьев фрезы.
Заточка нормально затупившейся фрезы требует сравнительно немного времени и незначительно уменьшает размеры зуба. Заточка очень тупой фрезы является продолжительной, трудоемкой операцией, приходится снимать довольно большой слой металла, поэтому фрезу не надо доводить до сильного затупления.
Особенно надо следить за состоянием режущих кромок и своевременной заточкой дорогостоящих фрез из быстрорежущей стали и оснащенных пластинами твердого сплава.
Заточка цилиндрических фрез с остроконечными зубьями
Цилиндрические фрезы с остроконечными зубьями затачивают по задней поверхности зуба чашечным кругом (рис. 332), при этом необходимо соблюдать заданный задний угол &3945;.
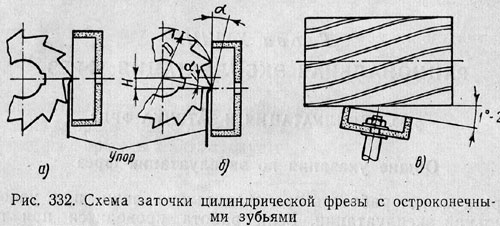
При заточке фрезу надевают на оправку, устанавливаемую в центрах заточного станка. Ось чашечного круга устанавливают под углом 1 — 2° к оси фрезы, с тем чтобы круг касался затачиваемой фрезы только одной стороной (рис. 332, в).
Если оси чашечного круга и затачиваемой фрезы расположены в одной горизонтальной плоскости (рис. 332, а), то заднего угла α у зуба фрезы не получится. Для образования заднего угла чашечный круг располагают ниже оси затачиваемой фрезы на величину H (рис. 332, б), которая определяется из прямоугольного треугольника со стороной  и углом α:
и углом α:

Угол α следует выбирать по табл. 35.
Положение зуба фрезы при заточке фиксируется специальным упором (рис. 332) в виде обычной планки из пружинной стали. Упор, поддерживающий затачиваемый зуб, должен быть установлен очень близко от режущей кромки. Он служит также направлением при заточке фрез с винтовыми зубьями.
При заточке задней поверхности цилиндрических фрез дисковыми кругами на зубе получается вогнутая фаска, что ослабляет лезвие зуба и ускоряет их износ. Чашечные круги при заточке дают плоскую фаску (ленточку), чем обеспечивается большая стойкость фрез; по этой причине заточка фрез дисковыми кругами не рекомендуется.
Заточка торцовых фрез
Заточка главной режущей кромки зуба торцовых фрез производится по задней поверхности подобно заточке цилиндрических фрез с остроконечными зубьями (рис. 333, а).
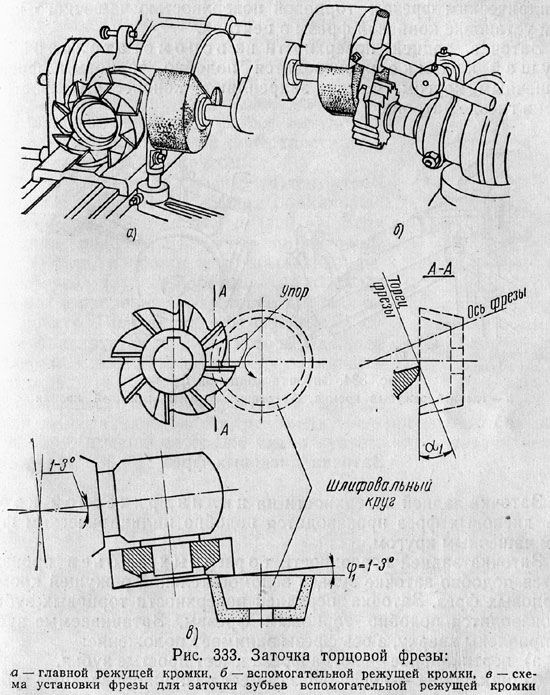
При заточке вспомогательной режущей кромки зуба (рис. 333, б) сначала фрезу устанавливают так, чтобы ее вспомогательная режущая кромка занимала горизонтальное положение. Затем ось фрезы поворачивают в горизонтальной плоскости на величину вспомогательного угла в плане φ1 и одновременно наклоняют в вертикальной плоскости на торцовый задний угол α1. Заточка передней поверхности на вспомогательной режущей кромке производится боковой поверхностью тарельчатого круга. Фрезу устанавливают так, чтобы вспомогательная режущая кромка была обращена кверху, а ось фрезы наклоняют в вертикальной плоскости на величину переднего угла вспомогательной режущей кромки.
Заточка концевых фрез
Заточка задней поверхности на главной режущей кромке концевых фрез (рис. 334) производится подобно цилиндрическим фрезам торцовой поверхностью чашечного круга при установке концевой фрезы в центрах.
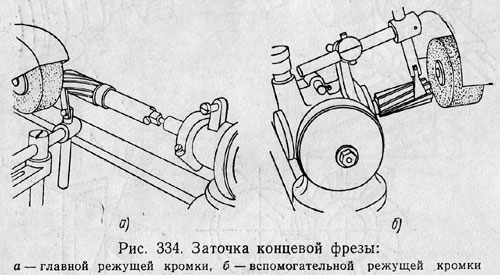
Заточка задней поверхности на вспомогательной режущей кромке производится подобно торцовым фрезам чашечным кругом. Фрезу закрепляют коническим хвостовиком в гнезде патрона.
Заточка дисковых фрез
Заточка задней поверхности на цилиндрической кромке дисковых фрез производится подобно цилиндрическим фрезам чашечным кругом.
Заточка задней поверхности торцовых зубьев производится подобно заточке зубьев вспомогательной режущей кромки торцовых фрез. Заточка передней поверхности торцовых зубьев производится подобно торцовым фрезам. Затачиваемые зубья направлены кверху, а ось фрезы занимает положение:
а) вертикальное — когда фреза имеет простые зубья,
б) наклонное — когда фреза имеет разнонаправленные зубья, причем угол наклона оси фрезы в вертикальной плоскости равняется углу ω наклона цилиндрической режущей кромки.
Заточка фрез с затылованными зубьями
Зубья затылованных фрез затачивают по передней поверхности. На рис. 335, а дана схема установки для заточки зуба с передним углом γ, равным нулю (радиальная передняя поверхность), а на рис. 335, б — с передним углом γ больше нуля. Величина Н1 сдвига шлифовального круга от центра фрезы определяется по формуле:

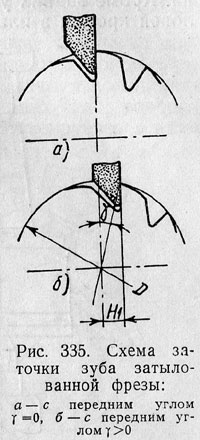
Величина снимаемого при заточке слоя для всех зубьев должна быть одинаковой во избежание биения фрезы. Если у одного зуба снять меньший слой, чем у остальных, он окажется длиннее, будет снимать стружку большего сечения и скорее затупится. Заточку фрез по передней поверхности производят тарельчатым кругом.
При заточке надо следить за тем, чтобы передняя поверхность была радиальной, как показано на рис. 336, а (зуб 3). Если передняя поверхность имеет поднутрение (зуб 1) или, наоборот, отрицательный передний угол (зуб 2), профиль зуба будет искажен и прорежет в заготовке неправильный контур. Положение зуба фрезы при заточке фиксируется упором, который должен прилегать к задней поверхности затачиваемого зуба.
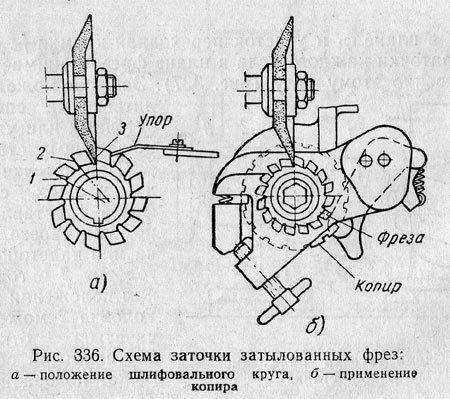
Чтобы после заточки режущие кромки имели минимальное биение, рекомендуется производить заточку по копиру, имеющему то же число зубьев, что и затачиваемая фреза (рис. 336, б).
Заточка сборных фрез (фрезерных головок)
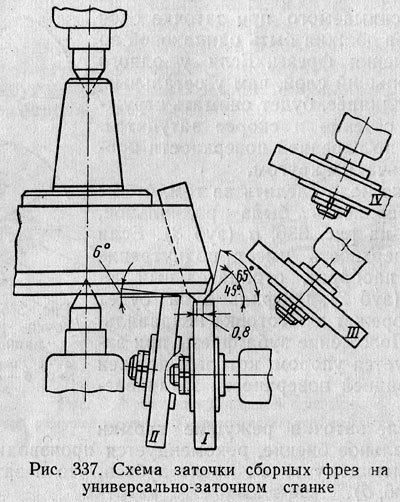
Нож сборной фрезы имеет большее число элементов заточки. Кроме задних углов, необходимо заточить: главные углы угловой кромки в плане φ и переходной кромки φ0, вспомогательный угол в плане φ1 и участок переходной кромки f0. Для обеспечения заточки каждого угла в плане фреза занимает позицию соответственно этому углу (рис. 337). Заточка может производиться на специальных заточных или универсально-заточных станках.
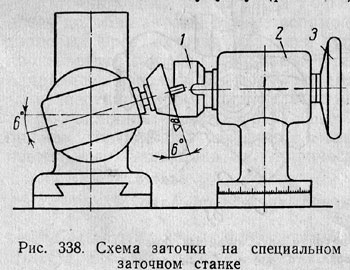
При заточке на специальных станках фреза 1 вставляется при помощи своего хвостовика или надетой оправки в головку 2 в горизонтальном положении (рис.338). Головка 2 может поворачиваться относительно вертикальной оси. Фреза может поворачиваться вокруг ее оси при помощи маховичка 3 и фиксируется в нужном, положении при помощи упора. После заточки одного зуба делается переход к следующему путем поворота фрезы вокруг ее оси.
На рис. 339 показаны позиции при заточке фрезы на специальном заточном станке. Вначале сравниваются торцы пластин или ножей (I), затем пластины выравниваются по цилиндрическим кромкам (II). Для образования задних углов головка со шлифовальным кругом наклоняется и фиксируется в этом положении (III); для получения углов в плане головка с фрезой поворачивается около вертикальной оси (IV, V, VI). Трудоемкость такой заточки высока и составляет от 3 до 12 часов в зависимости от степени затупления (величины съема), числа зубьев и диаметра фрезы.
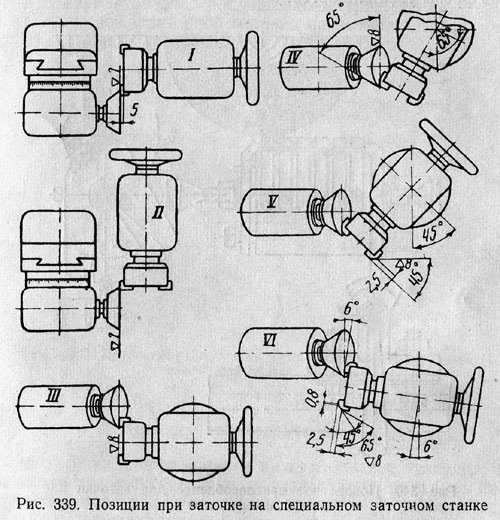
Необходимо отметить, что износ шлифовального круга при заточке механизмом станка не компенсируется. Поэтому от заточки одного элемента первого зуба до заточки одноименного элемента последнего зуба накапливается известный износ шлифовального круга. Для устранения биения элементов зубьев, возникающего в процессе износа шлифовального круга, необходимо вводить дополнительный чистовой проход, что увеличивает трудоемкость операции.
На универсально-заточном станке фрезу затачивают в центрах (см. рис. 337). Вследствие того, что посадочные отверстия, т. е. установочные базы фрезы, не используются при этой установке, погрешность в соосности заточки резцов фрезы увеличивается.
Так как сборные фрезы являются основным инструментом при скоростных методах резания, трудоемкость заточки фрез могла явиться серьезным тормозом при внедрении скоростного фрезерования. Поэтому в процессе освоения скоростного фрезерования был перестроен процесс заточки с целью снижения его трудоемкости. Для этого был разработан, испытан и внедрен способ заточки сборных фрез с демонтированными резцами и пластинами и последующей их установки при помощи шаблона.
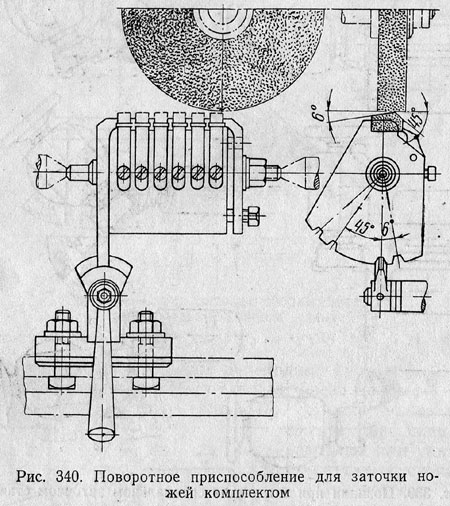
Перед заточкой вставные ножи вынимают из корпуса и обычно затачивают комплектом. На рис. 340 показано специальное поворотное приспособление для этой цели, резко снижающее трудоемкость заточки. Приспособление устанавливается в центры универсально-заточного станка. После заточки одного элемента приспособление с закрепленным комплектом зубьев поворачивают на заданный угол и приступают к заточке другого элемента.
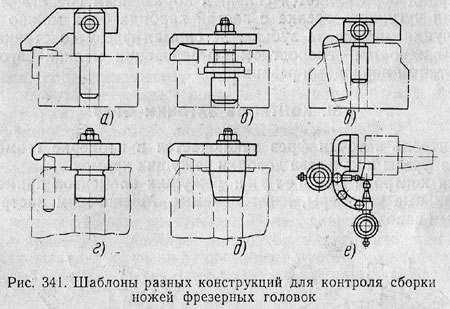
После окончания заточки резцы устанавливают в корпусе головки, применяя разного рода шаблоны (рис. 341, а — д). Проверку собранной фрезерной головки на биение следует производить индикаторным шаблоном (рис. 341, е).
Доводка твердосплавных фрез
При заточке шлифовальным кругом пластина твердого сплава нагревается неравномерно, в результате чего на ее поверхности могут появиться мельчайшие трещины. Трещины в процессе резания увеличиваются и могут быть причиной выкрашивания зуба во время работы.
Одной из целей доводки является снятие дефектного слоя с трещинами. Второй задачей доводки является повышение чистоты поверхности режущей кромки, что необходимо для уменьшения трения и износа зуба, а также (повышения чистоты обработанной поверхности. Третьей задачей доводки является устранение завалов поверхности зубьев фрезы и придание им более правильной геометрии.
Доводка режущих поверхностей производится на специальных доводочных станках с чугунными дисками или вручную со слабым нажимом чугунного оселка. Наилучшие результаты доводки получаются при скорости доводочного диска в пределах 1,0—1,5 м/сек. Для доводки применяют пасту из карбида бора с зернистостью 170 — 230.
При ручной доводке необходимо соблюдать правильное положение оселка по отношению к режущей кромке и правильное движение оселка. Сначала доводят передние и задние поверхности, затем образуют доводочные (окаймляющие) фаски: для этого плоскость оселка ставят под углом 45° к передней поверхности, и оселком со слабым нажимом делают несколько проходов по режущей кромке. На образование окаймляющей фаски затрачивают 2—3 сек. на каждый нож.
Карбид бора является сильным абразивным средством. При помощи чугунного оселка с пастой карбида бора можно выводить лунки износа на зубьях, не снимая фрезу со станка, что очень важно при скоростном фрезеровании мелких заготовок с короткими периодами резания.