На главную
§ 81. КОНТРОЛЬ ЗАТОЧКИ ФРЕЗ
Контроль заточки фрез заключается в проверке геометрии, биения фрезы и качества доводки режущих кромок.
Для контроля геометрии режущих элементов применяют специальные угломеры, изготовляемые Московским инструментальным заводом.
На рис. 342 и 343 показан угломер инж. М. И. Бабчиницера. Он имеет дугу 1 со шкалой, разделенной на риски, соответствующие числу зубьев z измеряемой фрезы. Сектор 2 передвигается по дуге 1 и фиксируется в требуемом положении винтом 3. Сектор снабжен градусными шкалами, по которым производится отсчет угловых величин. К сектору 2 прикреплена пластинка 4 с мерительной плоскостью.
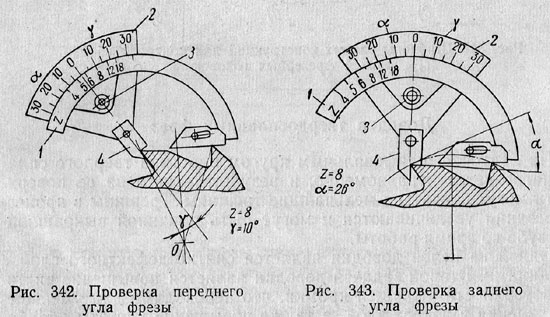
Для измерения переднего угла γ угломер накладывают на вершины двух смежных зубьев (рис. 342) и сектор 2 поворачивают до совмещения мерительной плоскости пластинки 4 с передней поверхностью зуба фрезы и закрепляют винтом 3. Значение переднего угла γ отсчитывается на градусной шкале против риски, соответствующей числу зубьев измеряемой фрезы. Рис. 342 дает представление об измерении переднего угла фрезы с 8 зубьями; угол γ = 10°.
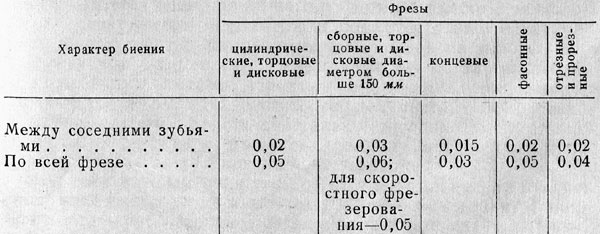
Для измерения заднего угла α настройка угломера тождественна настройке для измерения переднего угла. Сектор 2 поворачивают до совмещения мерительной плоскости пластинки 4 с задней поверхностью зуба и закрепляют винтом 3. Значение заднего угла α отсчитывается на градусной шкале против риски, соответствующей числу зубьев измеряемой фрезы. Рис. 343 показывает, как проверяется задний угол фрезы с 8 зубьями; задний угол α = 26°.
Погрешность угломера равна ориентировочно 1° 30′.
Проверка фрезы на биение производится на приборе, показанном на рис. 117.
Обычно проверку фрез на биение производят дважды: после переточки и после установки на оправке в шпиндель фрезерного станка, т. е. в рабочем положении. В последнем случае для измерения применяют обычный индикатор на штативе и замеры биения производят как между соседними зубьями, так и по всей фрезе. Допускаемое радиальное биение фрез дано в табл. 50.
Таблица 50
Допускаемое биение фрез в мм
Проверка качества доводки производится обычно лупой с десятикратным увеличением. Режущие кромки должны быть острыми, без зазубрин, трещин и выбоин. Фрезы с такими дефектами надо перетачивать.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Как производится абразивная заточка цилиндрических и торцовых фрез с остроконечными зубьями? Какой формы шлифовальные круги следует применять для заточки?
2. Как производится абразивная заточка затылованных фрез? Как получить одинаковую высоту зубьев при заточке?
3. В чем трудности абразивной заточки фрезерных головок. Как ускорить заточку фрезерных головок?
4. Для чего применяют доводку зубьев фрезы, заточенных шлифовальным кругом? Какую пасту применяют для доводки?
5. Какой прибор применяют для проверки углов заточки фрез? Какой прибор применяют для проверки биения фрез?
6. Как увеличить стойкость фрезы между двумя переточками?