На главную
3. ОПИЛИВАНИЕ С ПРИПУСКОМ ПОД ЗАКАЛКУ И ДОВОДКА ПОВЕРХНОСТЕЙ
На практике слесарь имеет дело с деталями, которые после слесарной обработки подвергаются термообработке (цементации и закалке).
Детали сложной конфигурации по-разному ведут себя при закалке: изменяются размеры, деформируется поверхность детали и т. д. Слесарю необходимо учитывать эти изменения и детали обрабатывать с припусками под закалку, после чего производить доводку поверхностей и отверстий.
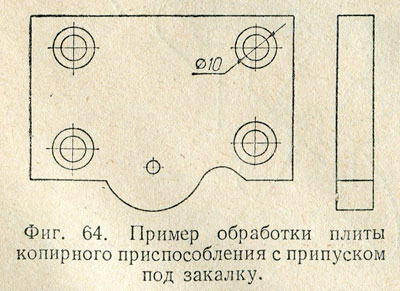
Например, необходимо обработать плиту к копирному приспособлению (фиг. 64); она имеет сложный рабочий контур и отверстия для ее крепления. Обрабатывая плиту под закалку, мы должны учесть величину припуска, чтобы отверстия и контур можно было обработать после термообработки согласно указанным на чертеже размерам. Например, по чертежу отверстия должны иметь диаметр 10 мм; учитывая деформацию при закалке, обрабатываем отверстия на диаметр 9,88 мм. Припуск на обработку отверстий после закалки будет равен 0,12 мм. По рабочему контуру оставляем припуск 0,08 — 0,1 мм.
После термообработки отверстия доводятся до чертежного размера на сверлильном станке при помощи притиров.
Наружный контур доводится шлифовкой на шлифовальном станке.
Доводка отверстий в закаленных деталях производится с помощью чугунных или латунных притиров и шлифующих порошков.
При доводке достигают высокого класса чистоты поверхности.
| предыдущая страница | Содержание | следующая страница |