На главную
2. ОПИЛИВАНИЕ ПЛОСКОСТЕЙ
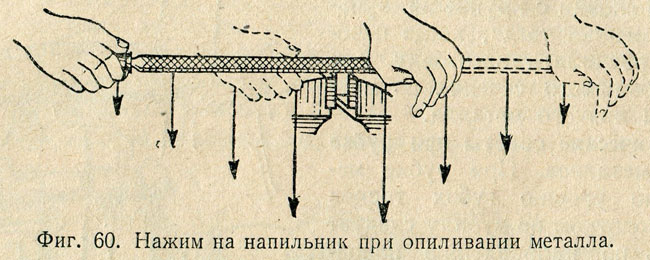
Для того чтобы напильник при его передвижении по опиливаемой плоскости детали снимал стружку (резал металл), к нему необходимо приложить усилия в двух направлениях.
Прижим напильника к детали и сообщение напильнику возвратнопоступательного движения осуществляются обеими руками с переменно меняющейся нагрузкой в зависимости от положения напильника на детали.
Возвратно-поступательное движение осуществляется только правой рукой, левая рука поддерживает конец напильника, прижимая его к детали. Когда конец напильника выходит вперед за обрабатываемую деталь, усилие левой руки необходимо постепенно уменьшать. Когда конец напильника с ручкой находится в конечном положении от обрабатываемой детали, нажим правой руки должен быть минимальным.
Так, все время регулируя нажим на напильник, добиваются получения ровной поверхности детали, без завалов по краям (фиг. 60).
При опиливании деталь, как правило, зажимают в тиски.
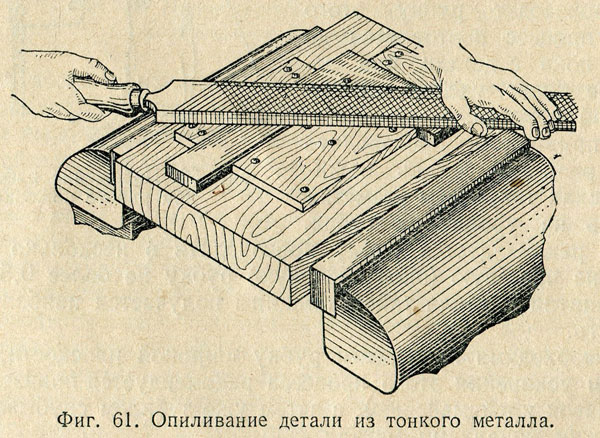
При опиливании тонкой детали следует крепить ее на деревянном бруске (фиг. 61), при этом нужно следить за тем, чтобы обрабатываемая поверхность детали располагалась горизонтально, а крепление было надежным и обеспечивало неподвижность детали.
При опиливании детали с криволинейной поверхностью следует производить разметку ее контура.
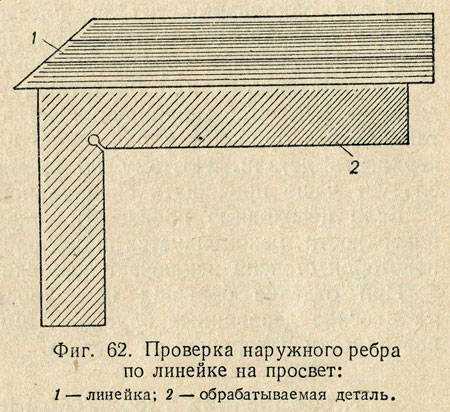
Снятие с обрабатываемой детали большого количества металла необходимо производить последовательно: ножовкой, зубилом, драчевым напильником, и когда припуск достигнет 0,3—0,5 мм, окончательное опиливание производят личным напильником, проверяя плоскость по линейке на просвет (фиг. 62).
Кроме опиливания по разметке, слесарю часто приходится производить опиливание по краске. Этот прием заключается в том, что при к о н т р о л е обрабатываемой плоскости д е т а л ь передвигают по контрольной плите, на которой предварительно нанесена тонким слоем краска. При передвижении детали по плите слой краски переносится на плоскость обрабатываемой детали, при этом впадины на детали остаются незакрашенными. Спиливая на детали места, покрытые краской, достигают выравнивания ее поверхности.
Для более высокой производительности и получения качественной поверхности опиливать следует в перекрестку, как показано на фиг. 63.
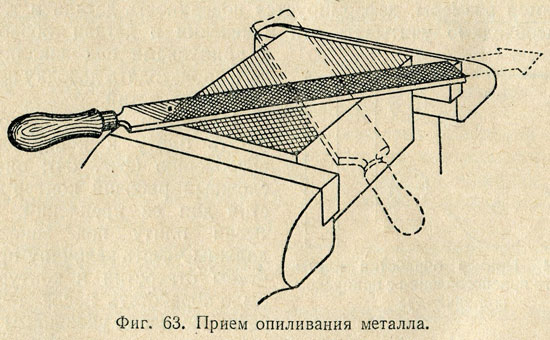
При такой обработке вначале опиливают плоскость детали справа налево под углом 30 — 40° к боковой стороне тисков, а когда плоскость будет обработана, переходят к опиливанию слева направо. Работая перекрестным штрихом, можно в процессе опиливания следить также и за правильностью движения напильника.
Если ранее нанесенные штрихи при движении напильника в перекрестном направлении перекрываются, значит положение напильника правильное и завала плоскости нет.
После опиливания детали слесарь производит окончательную отделку поверхностей при помощи личных и бархатных напильников, шлифполотна и абразивных брусков.
Работая личным или бархатным напильником, необходимо следить за тем, чтобы напильник не засорялся снимаемой стружкой, так как это приводит к нанесению царапин на обрабатываемую поверхность детали. Поэтому во время работы насечку напильника следует чаще прочищать специальной стальной щеткой.
Если необходимо произвести отделку медной или алюминиевой поверхности, рекомендуется шлифполотно натереть стеарином; это до некоторой степени исключает возможность его засорения.
При отделке больших поверхностей шлифполотно наклеивают на плоские деревянные бруски. Этим достигается прямолинейность поверхности и хорошая ее чистота.
| предыдущая страница | Содержание | следующая страница |