На главную
5. ПРАВКА МЕТАЛЛА
В своей практической работе слесарь часто сталкивается с правкой металла того или иного профиля или с правкой заготовок.
Правка является подготовительной операцией. Она может производиться двумя способами: механическим способом — с применением правильных валков, прессов и различных приспособлений и ручным — с применением стального закаленного молотка, кувалды, наковальни или плиты и вспомогательного инструмента — гладилки.
При ручной правке лучше пользоваться молотком с круглым бойком для предотвращения забоин и вмятин на поверхности выпрямляемых заготовок. Поверхность бойка молотка должна быть тщательно отшлифована.
Для правки деталей с окончательно обработанной поверхностью, а также тонких стальных изделий или заготовок из цветных металлов и сплавов применяют молотки из мягких материалов — медные, латунные, свинцовые, деревянные.
При правке тонкой проволоки и тонкого полосового и листового металла применяют металлические и деревянные оправки, гладилки и прокладки.
Правка полосового и листового материала. При правке искривленной полосы последнюю удерживают левой рукой и на наковальне или плите наносят удары молотком по выпуклым местам широкой стороны полосы, переворачивая по мере необходимости полосу с одной стороны на другую.
Сила удара регулируется в зависимости от величины искривления и толщины полосы.
После окончания правки широкой части полосы приступают к правке ребра, вначале сильными ударами, а затем слабыми, поворачивая полосу после каждого удара с одного ребра на другое.
Проверка выпрямленной полосы производится на глаз, а более точно — линейкой или на разметочной плите.
Правку тонкой полосовой стали производят иным способом, так как от ударов молотком по выпуклому ребру тонкая полоса будет изгибаться в стороны, а соприкасающиеся с плитой места будут слипаться.
Тонкую полосу правят на плите: прижав ее левой рукой, правой наносят удары молотком по всей длине полосы, постепенно переходя от нижней кромки к верхней, как указано на фиг. 69.
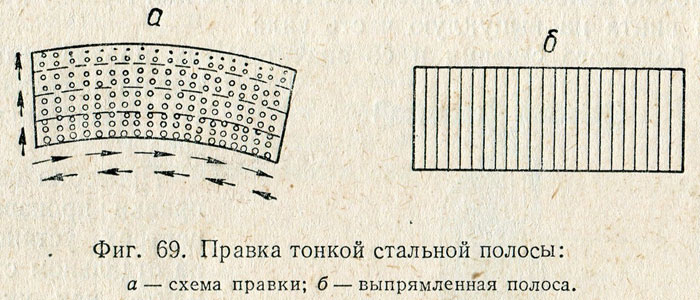
Вначале удары должны быть сильными, а по мере перехода к верхнему краю они должны быть слабее, но наноситься чаще. Такая правка способствует вытягиванию нижней кромки, и полоса становится ровной.
Правка листового материала — более сложная операция, так как выпуклости на листах в большинстве случаев бывают в середине или же разбросаны по всей поверхности листа, и при ударе молотком по выпуклым частям последние не только не будут уменьшаться, а даже увеличатся по своим размерам.
Поэтому правку листового материала надо вести так:
Лист кладут на плиту и выпуклости обводят мелом или карандашом. Поддерживая лист левой рукой, правой наносят удары молотком от края листа по направлению к выпуклости, как показано на фиг. 70 стрелками. Удары следует наносить частые, но не сильные. Под действием таких ударов ровная часть листа будет увеличиваться, а выпуклость постепенно выпрямляться.

По мере приближения к выпуклости удары следует делать чаще и слабее, одновременно надо следить, улучшается ли поверхность листа, не остаются ли на нем следы от ударов молотком и устраняется ли выпуклость.
Если на листе имеется несколько выпуклостей, то удары следует наносить в промежутках между выпуклостями, в результате этого лист растягивается и все выпуклости сводятся в одну общую выпуклость, которую выправляют обычным способом, т. е. идя от краев ныпуклости к середине. После этого лист переворачивают и легкими Ударами молотка окончательно восстанавливают его прямолинейность.
Очень тонкие листы выравнивают на ровной и гладкой плите.
Правка пруткового материала и валов. Длинные прутки и проволоку правят, пропуская через фильеры в протяжных станках или через вращающиеся ролики в специальном правйльном станке, или вручную на плите. Этим способом правят также и короткие заготовки. Проверка прямолинейности прутков и заготовок производится на плите или на глаз.
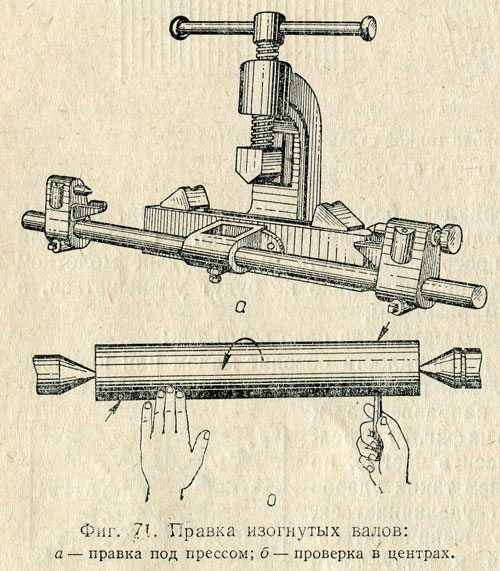
Валы и заготовки большого сечения выпрямляют на ручном или механическом прессе, для чего вал или заготовка устанавливаются на призмы стола пресса выпуклой частью вверх. Расстояние между призмами регулируется.
Обычно оно колеблется в пределах 150 — 300 мм. Правку производят нажимом винта на выпуклую часть вала.
Валы большого сечения и со значительным прогибом предварительно нагревают в местах максимального прогиба.
Проверка вала после правки производится в центрах, установленных на отдельном столе или плите, как указано на фиг. 71.
Правка закаленных деталей. Покоробленные стальные детали или заготовки после закалки правят специальными стальными молотками, ударная часть которых имеет форму носика слесарного молотка, тщательно обработанного, без острых углов и хорошо закаленого. Плита для правки должна иметь гладкую отшлифованную поверхность (плоскую или выпуклую), твердость которой должна быть не ниже твердости бойка молотка.
Удары молотком нужно наносить не по выпуклой части закаленной детали, а по вогнутой. При этом удары должны быть не сильные, но частые.
Для примера разберем несколько случаев правки закаленных деталей.
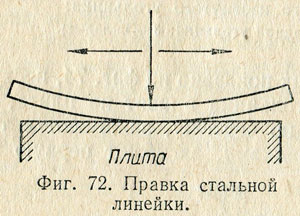
Деталь кладут на выпуклую поверхность плиты и, придерживая ее левой рукой, наносят легкие, но частые удары молотком по вогнутой части, начиная от наиболее вогнутой части и постепенно переходя к месту, где прогиб заканчивается.
Одновременно с этим деталь левой рукой поворачивают на 15 — 20° то в одну, то в другую сторону и передвигают на себя. Таким образом, удары распределяются по вогнутой поверхности сектора с углом 30 — 40°.
В результате этого волокна вогнутой части детали как бы раздаются, растягиваются от ударов молотка, а в выпуклой части сжимаются и деталь выравнивается.
Аналогичным способом правят закаленную полосу линейки (фиг. 72).
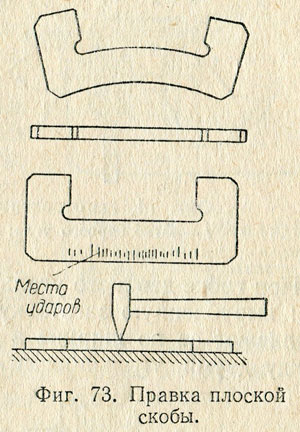
В случае, когда плоская деталь имеет вырезы, например скоба, шаблон, то при закалке ее коробит (как по плоскости, так и по ребру), и поэтому правку следует вести в такой последовательности:
Шаблон кладут выпуклой частью на плиту и придерживают левой рукой за один конец, а правой рукой наносят носком молотка частые, но не сильные удары по вогнутой части, начиная с середины и постепенно переходя к краю. Затем, взяв противоположный конец шаблона левой рукой, продолжают в такой же последовательности правку второй части шаблона.
После правки плоскости приступают к правке по ребру. В этом случае шаблон или скобу левой рукой прижимают к плите, а правой наносят удары носком молотка со стороны вогнутой части от середины к краю поочередно с обеих сторон (фиг. 73).
Правку закаленных валиков и шпинделей диаметром 20 мм и выше обычно производят ручным прессом путем нажатия винта пресса на выпуклую часть детали.
| предыдущая страница | Содержание | следующая страница |