На главную
ГЛАВА VIII
ПАЙКА, СВАРКА И ГОРЯЧАЯ РЕЗКА МЕТАЛЛА
1. ПАЙКА
1. ПАЙКА
Соединение металлов пайкой производится с помощью присадочного металла, называемого припоем. При пайке основной металл находится в твердом состоянии, а припой в расплавленном. Следовательно, температура плавления припоя должна быть ниже температуры плавления основного металла.
Пайка металла может быть произведена только таким припоем, который смачивает основной металл; например, свинец не смачивает меди, т. е. не пристает к ней, и поэтому не может служить для нее припоем.
Спаиваемые поверхности основного металла должны быть чистыми от грязи и окислов. В процессе пайки припой и основной металл должны быть защищены от окисления. Для удаления окислов и для защиты от окисления при пайке применяют флюсы.
Пайкой могут соединяться углеродистые и легированные стали всех марок, твердые сплавы, цветные металлы и их сплавы, благородные металлы.
Существует два вида пайки: пайка мягким припоем и пайка твердым припоем.
Мягкие припои имеют невысокую механическую прочность (σb = 5 — 7 кг/мм2) и температуру плавления ниже 400° С.
Твердые припои имеют значительную прочность (σb = до 50 кг/мм2) и температуру плавления выше 400° С.
Пайка мягким припоем. Шов, спаянный мягким оловянистым припоем, не может выдерживать больших нагрузок, поэтому пайку мягким припоем применяют, главным образом, для обеспечения герметичности соединения в тех деталях, которые не испытывают значительных напряжений. Наибольшее распространение имеют оловянносвинцовые припои (ПОС). Для пайки легкоплавких металлов (свинец, олово и их сплавы) применяют легкоплавкие припои.
Инструментом для пайки служит паяльник (фиг. 114). Форма и величина паяльников зависят от вида и величины соединяемых деталей.
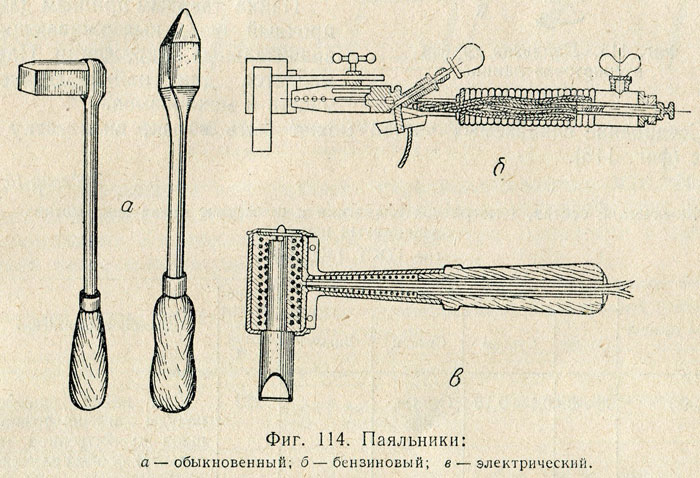
Вес паяльника обычно не превышает 1,5 — 2 кг. Нагревать паяльник можно в горне, печке, при помощи бензиновых или газовых горелок.
Электрические паяльники наиболее удобны и распространены в работе; их применяют для пайки мягким припоем, так как они обеспечивают температуру нагрева до 400° С.
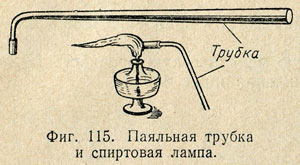
Для пайки очень мелких деталей или в труднодоступных местах пользуются паяльной трубкой (фиг. 115).
Пайку также производят погружением изделий в расплавленный припой. Этот способ экономичен при массовом производстве пайки. Химический состав, температура плавления и примерное назначение мягких оловянистых припоев приведены в табл. 13.
Таблица 13
Химический состав, температура плавления и примерное назначение мягких оловянистых припоев (по ГОСТ 1499-42)
Марка припоя | Химический состав в % | Темпе- | Примерное назначение | |||
Олово | Сурьма | Свинец | Висмут | |||
ПОС-90 |
90-80 |
0,1-0,15 |
Осталь- |
- |
222 |
Для пайки пищевой Электро- и радиоаппа- Для пайки цинка и Изделия из цинка, Для пайки белой же- |
Пайка твердым припоем дает прочный шов, выдерживающий значительные напряжения. Применяется для пайки деталей машин и механизмов.
Соединение спаиваемых частей может быть встык, внахлестку и в ус (фиг. 116).
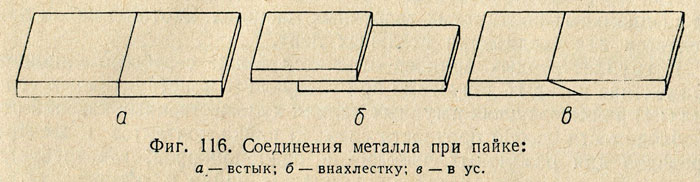
Наиболее частое соединение, применяемое при пайке —соединение внахлестку. Прочность такого соединения может быть повышена за счет увеличения перекрытия.
Пайка при соединении встык затруднительна, но зато отсутствуют уступы на изделии, что удобно в эксплуатации. Соединение в ус совмещает преимущества обоих указанных видов пайки, но требует большей затраты времени для подготовки кромок.
При подготовке кромок для пайки необходима точная их пригонка, обезжиривание горячей щелочью и хорошее скрепление частей. Величина зазора между скрепляющимися частями должна быть в пределах 0,01 — 0,02 мм (максимально допустимый зазор — 0,1 мм).
При больших зазорах или глубоких царапинах в местах спая образуется скопление большого количества припоя и прочность спая будет понижена. Химический состав, температура плавления и примерное назначение твердых припоев приведены в табл. 14.
Таблица 14
Химический состав, температура плавления и примерное назначение твердых припоев (по ГОСТ 1534-42)
Марка | Химический состав в % | Темпе- | Примерное назначение | |||
Медь | Цинк | Кремний | Алюминий | |||
ПМЦ-36 |
36±2 |
Остальное |
- |
- |
825 |
Для пайки изделий из Для пайки медных спла- Применяется для пайки Для пайки алюминия и |
В качестве припоя для пайки стальных деталей применяют также электролитическую и фосфористую медь, латунь марки Л62 и Л68 и другие цветные металлы.
Нагрев при пайке твердыми припоями осуществляют в электрических, пламенных и газовых печах, газовыми горелками и на аппаратах токами высокой частоты — индукционная пайка.
Индукционная пайка наиболее совершенный способ. Сущность такой пайки заключается в том, что подготовленную к пайке деталь, например резец с пластинкой твердого сплава, помещают в переменное электрическое поле токов высокой частоты, в результате чего поверхность детали быстро нагревается. Этот способ особенно удобен при пайке однотипных массовых деталей.
Для припайки твердосплавных пластин к резцам применяют медь или латунь в виде фольги, которые закладывают между пластинкой твердого сплава и резцом. Сверху пластинки кладут также кусочек припоя, а головку резца обильно посыпают бурой. После окончания пайки резец погружают в угольную пыль или песок для медленного охлаждения.
При массовом производстве применяется также контактная пайка на специальных контактных сварочных машинах. Этот вид пайки применяется для соединения стальных лент.
К группе твердых припоев относятся также серебряные припои, применение которых допустимо при следующих конструктивных условиях: 1) пайка изящных ажурных мелких художественных изделий при необходимости особой прочности спая; 2) пайка контактов и электропроводов для различных электро- и радиоприборов, где требуется достаточная прочность соединения, чистота пайки и обеспечение хорошей электропроводности.
Химический состав, температура плавления и примерное назначение серебряных припоев приведены в табл. 15.
Таблица 15
Химический состав, температура плавления и примерное назначение серебряных припоев (по ОСТ 2982)
Марка | Химический состав в % | Тем- | Примерное назначение | ||||
Серебро | Медь | Цинк | Примеси | ||||
Свинца | Всего | ||||||
ПСР-10 |
9,7-10,3 |
52-54 |
Остальное |
0,5 |
0,1 |
830 |
Для пайки медных То же самое, что и Пайка электропрово- Для пайки медных и Для пайки ленточных Применяется в кабель- |
Особую группу составляют легкоплавкие припои и легкоплавкие сплавы.
Легкоплавкие припои применяются для панки алюминия и его сплавов и пайки магниевых сплавов. Химический состав этих припоев приведен в табл. 16.
Таблица 16
Химический состав и примерное назначение припоев для пайки легких сплавов (по АСТ-АО)
Марка припоя | Химический состав в % | Примерное назначение | ||||
Олово | Цинк | Алюминий | Олово фос- | Кадмий | ||
АВИА-1 |
55 |
25 |
- |
- |
20 |
Для пайки алю- То же То же Для пайки маг- |
Легкоплавкие сплавы применяются в качестве припоев в тех случаях, когда от спая не требуется значительной прочности и спай не будет подвергаться даже незначительному нагреву. Эти же сплавы применяются в качестве предохранительных и сигнальных перегородок (например, в пожарной сигнализации), а также при отливке образцов-свидетелей в художественных отливках, в типографском деле и т. д.
Флюсы для паяльных работ. Флюсы защищают спаиваемые металлы от окисления и растворяют окислы металла в процессе пайки. По своим свойствам флюсы делятся на две основные группы: а) флюсы, растворяющие окислы и хорошо очищающие место спая; б) флюсы, защищающие место спая от окисления, благодаря образованию ими защитного покрова.
К первой группе флюсов относятся: соляная кислота, хлористый цинк, хлористый цинк-аммоний, бура и др. Ко второй группе флюсов относятся: канифоль, смолы и др.
Техническая соляная кислота в растворе с водой до концентраций по ареометру Боме 8 — 10° применяется при мягкой пайке, главным образом оцинкованных железных изделий.
Хлористый цинк в виде порошка или водного раствора применяется при пайке латуни, меди, стали. Хлористый цинк можно приготовить, растворив мелкие куски цинка в соляной кислоте крепостью 16 — 20° по Боме: в конце растворения (на что уходит несколько часов) в растворе должны быть остатки нерастворенного цинка.
Соляная кислота и хлористый цинк разъедают основной металл, поэтому после пайки указанными флюсами необходимо удалить их остатки.
Поверхности спая очищают путем тщательной промывки в проточной воде для удаления соляной кислоты и в горячей воде для удаления хлористого цинка.
Следовательно, указанные флюсы не могут быть применены при пайке таких изделий, которые нельзя промывать в воде (радиоаппаратура, телефонные аппараты и т. д.).
При пайке мягкими припоями также применяют хлористый цинк-аммоний, состоящий из смеси хлористого цинка и нашатыря в виде порошка или водного раствора.
Порошок аммония приготавливается из смеси трех частей (по весу) хлористого цинка и одной части нашатыря; температура плавления этой смеси — 175° С.
Водный раствор аммония приготавливается из смеси трех частей (по весу) хлористого цинка и двух частей нашатыря. Эта смесь растворяется в 15 — 20 частях чистой воды.
При пайке мягкими припоями часто применяют только нашатырь (хлористый аммоний), так как он хорошо растворяет жиры и поэтому применяется для очистки металлических поверхностей от жировых налетов.
При пайке припоями металлических изделий, которые нельзя промывать в воде, применяют в качестве флюса канифоль в виде порошка или тонких палочек. Канифоль предохраняет металл от окисления во время пайки, но не растворяет окислы, остатки канифоли после пайки не оказывают вредного влияния на металл.
Для пайки алюминия и его сплавов применяют флюсы следующего состава:
а) для мягкой пайки — смесь из трех частей деревянного масла, двух частей канифоли и одной части хлористого цинка (части считаются по весу);
б) для твердой пайки — смесь из 6,5% хлористого натрия, 4% сернокислого натрия, 23,5% хлористого лития, 55% хлористого калия и 11% двойной хлористой соли аммония и натрия.
При пайке твердыми припоями в качестве флюсов применяют буру в виде порошка или в водном растворе. Бура должна быть предварительно обезвожена путем нагревания до расплавления и испарения влаги. После затвердевания бура дробится в порошок и хранится в стеклянной банке с притертой пробкой для предотвращения поглощения ею влаги.
Не обезвоженную (кристаллическую) буру для пайки применять нельзя, так как при расплавлении она образует брызги, опасные для работающих.
Недостаток буры заключается в том, что она при пайке иногда образует твердую корку, не растворимую в воде и трудно удаляемую с площади спая напильником или шабером.
Иногда при пайке твердыми припоями пользуются в качестве флюса борной кислотой.
Состав флюсов и примерное их назначение приведены в табл. 17.
Таблица 17
Состав флюсов и примерное их назначение
Наименование флюса |
Состав флюса |
Примерное назначение |
Соляная кислота Хлористый цинк в виде Хлористый цинк-аммо- Нашатырь (хлористый Бура Канифоль Смесь |
Раствор технической Раствор цинка в соля- Смесь хлористого цинка То же В виде порошка или В виде порошка или Три части деревянного |
При мягкой пайке оцинко- При мягкой пайке латуни, То же Применяется для обезжи- Применяется при пайке При пайке мягкими при- Для пайки алюминия мяг- |
| предыдущая страница | Содержание | следующая страница |